SCI论文(www.lunwensci.com):
摘要:显示器是空调运行模式最直接的体现,影响用户对空调产品的直观体验,显示器测试质量提升是每个制造业生产过程重点关注的问题。从外观质量检验、功能质量检验两方面开发了一种显示器视觉智能检测设备,采用机器视觉检测技术与电路检测技术相融合的方法,基于图像检测区域定位,通过字符分割识别与字符缺陷检测,实现图像高效智能处理,开发功能测试板卡,集成四路控制驱动电路、六路红外接收电路及六路音频检测电路,实现功能类故障自动检测。开发触摸按键驱动板,通过电容式触摸极板的充放电时间智能判定按键类故障。对不同故障缺陷品进行试验验证,结果分析表明,蜂鸣器不响、遥控不接收、按键不灵、显示模式错误、缺划、多划等18种故障,均可准确有效识别,故障检出率达100%,有效提升检测质量。
关键词:空调显示器;视觉检测;电路检测;自动化设备
Research on Intelligent Detection Technology of Air Conditioner Display Based on Machine Vision
Huang Hongfa,Liang Xiaoling,Fan Youquan,Shen Fei,Chen Yuxiong
(Zhuhai Gree Electric Appliance Co.,Ltd.,Zhuhai,Guangdong 519000,China)
Abstract:The display is the most direct embodiment of the operation mode of the air conditioner,which affects the user′s intuitive experience of the air conditioner product.Improving the quality of display testing is a key concern for every manufacturing process.From the two aspects of appearance quality inspection and functional quality inspection,a display visual intelligent inspection equipment was developed,which adopted the method of integrating machine vision inspection technology and circuit inspection technology.Based on image detection area positioning,through character segmentation recognition and character defect detection,efficient and intelligent image processing was realized.A functional test board was developed,integrating four control driving circuits,six infrared receiving circuits and six audio detection circuits to realize automatic functional faults detection.A touch key driver board was developedto intelligently determine key faults through the charging and discharging time of the capacitive touch plate.Different kinds of faulty defective products were tested and verified.The result analysis shows that 18 kinds of faults,such as buzzer not sounding,remote control not receiving,button not working,display mode error,missing swipe,multi-swipe,etc.,can be accurately and effectively identified and detected.The rate reaches 100%,which effectively improves the detection quality.
Key words:air conditioning display;visual inspection;circuit detection;automation equipment
0引言
随着空调行业的快速发展,市场竞争日益加剧,传统的空调生产过程中,显示器主要采用人工检验,需要依靠人工目视、耳听、手工切换来达到测试目的,不仅测试效率低,人力成本高、自动化水平低,而且人工长时间重复性操作容易产生视觉疲劳,从而导致漏检、误检风险,同时检验结果依赖人工主观判定,不同质检人员的检验存在主观判断差异,检验一致性、稳定性差,无法保证产品100%检验合格。此外,人工检验无检验数据记录,质量追溯困难[1-2]。
空调显示器(图1)作为产品外观及功能体现的重要部件,其质量检验保障极为重要。显示器的检验内容主要分为两部分,一部分为外观质量,主要检验显示模块的显示以及显示面膜情况,故障表现为显示缺划、多划、黑点、杂色等显示不良;另一部分为功能质量,主要检验遥控接收、按键、蜂鸣器、通讯以及各种负载输出信号,故障表现为遥控无反应、按键不灵、蜂鸣器不响以及各种负载电路无输出信号等功能缺陷。现有的视觉检验方式只是单一的检测外观,功能检验则需另外通过电路检测的方式来实现,暂无综合性的方法来实现一体化高效测试[3-4]。
为了解决空调显示器快速可靠检测问题,提出一种集外观、功能检测为一体的空调显示器智能检测设备,采用机器视觉检测与电路检测相结合的方式,开发视觉检测系统和功能测试板卡,实现空调显示器外观、功能的在线自动检测,极大提高检测覆盖率和稳定性,确保产品质量在制造过程中得到有效控制。
1总体方案设计
空调显示器智能检测设备采用在线自动测试作业方案,设计相互独立的双测试工位,实现双核高效测试模式,左右两边测试工位并行测试,满足测试效率需求。设备从测试方案设计上满足空调显示器类产品的通用测试需求,通过扫描显示器型号和编码可自动调用测试程序,测试数据与显示器上条码关联绑定,便于查询追溯。测试系统采用多线程同步测试模式,测试状态和结果实时在测试界面上显示。智能检测总体方案如图2所示。
1.1结构设计方案
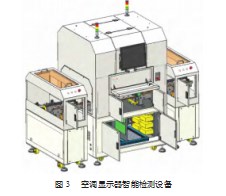
显示器智能检测设备(图3)整体结构主要由3个部分组成,分别为移载机、视觉检测设备、分拣机。视觉检测设备采用双轨道流水线设计,每条轨道对应一个测试工位,每个测试工位由工业相机、高清镜头、专业光源、光电开关、图像处理平台、运动轨道组成,且每条轨道可容纳3个被测显示器,按照顺序对应位置为待测区、测试区、测试完毕区,确保能无缝对接测试,充分利用测试过程的间隙时间。移载机采用左右移动的运动机构设计,对接视觉检测设备,将流水线上的显示器按需分流至视觉检测设备轨道上的待测区,实现显示器在生产流水线的单轨道流动转变为双轨道流动,提高产品的测试效率。分拣机根据显示器测试结果,将测试完毕的显示器分流至下一道工序或不良品收集箱中,实现不良品自动分拣。
被测显示器在进入移载机前,在流水线上设计有扫描器,通过扫描显示器上粘贴的条码信息,自动记录对应被测显示器的测试数据和判定结果,便于后续的质量追溯和分析。在分拣机后端的流水线上设计有自动盖章机构,被测显示器测试合格后,由盖章机构自动执行盖章动作,代替传统的人工手工粘贴PASS的操作。在分拣机上设计有不合格自动推板机构,被测显示器测试不合格后,由自动推板机构将不合格品推送至不良品收集箱中。
测试治具以快速更换为设计原则,通过导向槽与插销的方式,实现与设备的快速准确对接[5]。考虑显示器的测试可靠性,采用一对一的设计方案,即一款显示器产品对应唯一的测试治具,可有效解决因测试治具和产品不匹配而导致损坏产品的质量问题,同时也提高了产品的切换效率。测试治具上设计使用次数计数功能,自动计算测试治具使用寿命,提醒设备维保人员及时更换和保养。测试治具采用标准化的结构设计框架,只需按照模板设计制作新产品测试治具,节省测试治具的设计制作时间。
1.2电测设计方案
开发一种功能测试板卡,集成了显示模式切换、按键、负载、蜂鸣器、通讯、遥控接收等检测电路。按照制定的通讯协议,测试功能卡与测试系统、被测产品进行调用、控制和数据交互等操作,实现显示器产品功能的在线智能测试。
功能测试板卡设计有四路的控制驱动电路,主要以Home⁃Bus和U-Math(特殊485)两种通讯进行驱动控制,与测试系统以制定的通讯协议来进行测试;功能测试板卡设计有六路红外接收电路,将遥控接收的协议信息转换为电信息,控制产品的显示模式切换,用于显示器不同模式切换的视觉图像采集,同时通过显示模式能否切换来判定显示器的遥控接收功能正常与否;功能测试板卡设计有六路音频检测电路,通过外接的麦克风进行蜂鸣器声响的音频收集,然后通过设计的电路对音频进行滤波、放大并进行检测判断。
1.3软件设计方案
为了满足柔性生产与智能检测,测试系统采用可编程设计,可根据不同型号显示器产品的测试需求进行定制化的测试程序编辑,在系统中建立功能测试模块库,通过调用系统中不同的功能测试模块,形成对应显示器产品的测试程序,满足多品类显示器的测试需求。功能测试模块库具有自主创建测试模块的功能,可根据产品的测试需求,建立新的功能测试模块,增加至模块库以供后续随时调用。测试系统可根据产品的测试需求,通过拖拽式的建模方式,拖动系统界面上的功能测试模块,自定义测试步骤和顺序,建立对应显示器产品的测试模板程序。测试模板程序与显示器产品上的编码捆绑关联并保存在测试模板库中,生产切换产品时,可通过扫描显示器上的编码实现自动切换[6-8]。
为提高显示器的测试效率,系统采用双线程控制的测试模式,两个测试工位上的产品可同时独立测试,互不干扰。测试系统具有测试数据查询功能,生产测试过程中,扫描器对显示器上的条码自动扫描,测试界面上动态显示测试状态和结果,同时自动记录对应测试数据并保存到数据库中,便于对产品测试数据查询和追溯分析。当测试系统检测到不合格产品时,将视觉检测不合格图片保存至数据库中,同步将不合格信号反馈至电气控制系统,控制分拣机将故障产品送入不良品收集箱中。测试系统界面如图4所示。
测试系统工作流程下:系统启动后,通过流水线将显示器产品输送至移载机,采用扫描器扫描显示器上的编码,获取当前产品的信息,测试系统自动切换测试模板程序,同步测试界面通过弹窗提醒更换测试治具;测试系统通过光电开关识别视觉检测设备测试工位状态,移载机将当前待测产品推送至视觉检测设备的待测区中,运动轨道将待测产品从待测区输送至测试区,此时光电开关将待测产品的到位信号反馈至测试系统,测试系统控制测试治具与待测产品对接上电,测试系统启动检测;功能测试板卡与被测产品通讯,控制被测产品切换制冷、制热等功能显示模式,测试系统利用工业相机采集显示器不同功能显示模式的图像;采集图像后,进行图像预处理,裁剪提取检测区域,提高图像处理效率,减小背景因素的干扰;根据图像检测模板对待测图像进行逐字符配准,利用图像差分提取显示字符缺陷,实现显示器外观显示的在线检测;在图像处理检测同时,测试系统对被测产品的遥控接收、按键、蜂鸣器、通讯以及各种负载输出信号进行检测;检测完成后,测试系统判定测试结果,根据检测结果对当前产品实施分流处理,合格产品流向下一道工序,不合格产品流向不良品区域[9-10]。
2关键技术研究
2.1检测区域定位
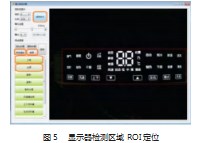
直接对图像进行字符分割与提取,影响算法稳定性和图像处理效率。因此,需要对采集图像中的检测区域进行定位。经典区域定位算法通常是利用图像中的轮廓特征、纹理特征、相关性特征等进行匹配,在整幅图像中搜索定位,不仅运算量大、耗时长,而且受图像质量和噪声影响较大。采用图像ROI手动选取检测区域的方式,将模板图像中的检测区域适当扩大,兼容显示器定位微小偏移的问题。图像预处理后,设置连通域长宽比和面积参数来有效选择出ROI。进而对全局图像进行仿射变换来校正图像,再从原图中对ROI进行提取,经校正后的图提取出的ROI图像将为后续的字符、图像分割及其识别打下良好的基础,同时也提高图像处理的效率[11]。ROI定位如图5所示。
2.2字符分割识别
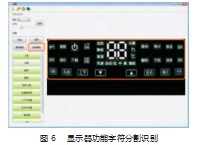
字符分割是字符识别过程中极其关键的一个环节,字符分割的好坏将直接影响字符识别的准确率。基于显示器检测需求,采用CFS方法对图像ROI区域中的字符进行分割。由于图像是在封闭的空间进行采集,容易受到光照不均匀影响,从而导致ROI图像在二值化后会出现字符粘连的情况,严重影响字符识别的准确率。因此,通过对光源打光方案优化以及分割算法的改进后,图像字符识别效率得到了进一步提高。经过字符分割处理后的字符识别效果显著提升,提高了显示器外观显示的检测精度。字符分割识别如图6所示。
2.3字符缺陷检测
显示器显示区域内除有组成的数字、符号、文字等字符外,还有大量的显示空白区域。字符的缺陷如缺划、多划等,会直接影响空调功能状态的正确性;空白区域内的缺陷,如破损、漏光等,也会影响空调状态显示的整体美观性。测试系统针对显示字符与空白区域进行缺陷检测,实现全面、严谨的质量监测。
显示字符缺陷检测基于模板上的字符进行对比检测,利用图像差分法将模板字符与目标字符进行对比,得到模板字符与目标字符之间的差异,并利用局部阈值分割和形态学算法提取出目标字符缺陷。非显示字符缺陷检测指在字符缺陷检测后,进一步针对显示区域内的空白区域进行缺陷检测。在显示区域内裁剪已进行显示字符对比的区域,对剩余空白区域进行局部阈值分割及离散化处理,利用形态学提取出非目标字符缺陷[12-13]。
2.4触摸按键电测
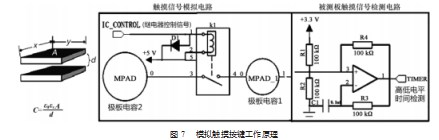
触摸按键检测采用模拟人体能量变化的设计方案,自主研发触摸按键驱动板,其原理是通过模拟人体在触摸按键时改变电容式触摸极板的面积,从而会改变极板的充放电时间来判定触摸按键是否动作,即当触摸按键驱动板检测到触摸按键极板有充放电时间变化时,则检测判断触摸按键被按下。如图7所示,C为两极板之间的电容,ε0εr为介电常数,A为正对极板的面积,d为两极板间的距离。一个极板相当于触摸按键极板,另一极板一般以地层代替。IC_CONTROL为主MCU的控制继电器的信号,TIMER信号传输至触摸按键检测芯片内部计数器,MPAD_T为电容式极板,MPAD同样为电容式极板。当主MCU未向继电器发出吸合命令时,MPAD_T极板通过TIM⁃ER引脚以一个固定的频率充放电,此时,触摸按键驱动板判断触摸按键处于空闲状态。当主MUC控制继电器吸合后,极板MPAD和MPAD_T导通,相当于极板面积增大,极板充放电时间变长,当充放电时间达到提前预设时间时,则触摸按键驱动板判断触摸按键被按下[14-15]。工作原理如图7所示。
3试验验证与结果分析
为了验证空调显示器智能检测设备的检测功能和效果,选取18种不同故障缺陷类别的空调显示器,每种类别故障缺陷选取200件分别进行试验,故障检出率如表1所示。试验结果表明,对于显示模式不正确、缺划、多划以及蜂鸣器不响、遥控不接收、按键不灵等常见的显示故障、功能故障,空调显示器智能检测设备都能准确识别,故障检出率100%。
4结束语
产品的外观、性能则是用户对产品的最直接的体验,显示器是空调产品外观及功能的重要体现部件,生产制造过程的质量检测显得极为重要,传统的人工检验水平已不能满足空调日益增长的高质量需求,迫切地需要在质量检测方面进行突破和创新。本研究基于机器视觉检测技术与电路检测技术,开发空调显示器智能检测设备,在结构设计、电测设计、软件设计方案上进行了突破和创新,采用检测区域定位、字符分割识别、字符缺陷检测、触摸按键电测等多项关键技术,实现空调显示器视觉检测、功能电测的一站式高效检测。通过试验验证,空调显示器智能检测设备可有效检测显示器不同的故障缺陷,故障检出率100%,满足实际生产需求,可应用于空调显示类零部件的质量智能检测,提高检测质量,为用户提供高品质的产品。
参考文献:
[1]熊立贵,涂志刚.基于旧设备改造升级助力智能制造业发展研究[J].机电工程技术,2020,49(1):69-70.
[2]姚希超.浅谈企业的机械设备技术改造与创新[J].研究与探索改造与更新,2018(11):78-79.
[3]常莉莉,张童玉,沉辰.液晶显示器关键测试指标研究[J].环境技术,2020(S1):74-78.
[4]罗远青.基于液晶显示器检测工装设计研究[J].电子制作,2020(9):98-99.
[5]张智骞,熊江伟.快速切换(SMED)在空调制造厂的研究与应用[J].机电工程技术,2021,50(12):183-186.
[6]朱元丰.在线喷印视觉检测系统的研究[J].机械制造,2020,58(9):71-77.
[7]徐旋波,王寅飞,张伟.基于视觉反馈的工业机器人打磨抛光检测系统应用研究[J].机电工程技术,2018,47(5):122-126.
[8]王宇,吴智恒,刘泓滨,等.一种基于机器视觉的雕刻字识别系统[J].机械制造,2017,55(12):53-55.
[9]张毓晋.图像工程(上册)图像处理[M].北京:清华大学出版社,2006.
[10]张铮.数字图像处理与机器视觉:Visual C++与Matlab实现[M].北京:电子工业出版社,2015.
[11]刘好洁,杨建玺,赵远方,等.基于ROI的银触点模板匹配缺陷的检测法[J].机械设计与制造,2020(2):195-198.
[12]汪成龙,黄余凤,陈铭泉,等.基于halcon的字符缺陷检测系统[J].制造业自动化,2018,40(9):38-41.
[13]冯秋歌,吴禄慎,王晓辉.基于视觉的印刷字符缺陷自动检测方法[J].南昌大学学报(工科版),2018,40(4):385-389.
[14]罗光华,于妮珂,张善房,等.关于电容式超大触摸按键可靠性的研究与应用[J].家电科技.2021(S1).
[15]季盛浩.影响电容式触摸按键灵敏度的因素及设计规范[J].科技创新与应用,2020(27):88-89.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/50736.html