SCI论文(www.lunwensci.com):
摘要:当前的手机中框多采用分体式结构,存在防水性差、密封性差、结构复杂、加工生产良品率低、生产成本高、生产效率低等问题。基于此,提出一种新结构的防水手机中框设计,从结构和材料两个方面进行改良,降低传统工艺难度,提升中框产品防水性能。使用榫卯式加工工艺设计,替代CNC切削整块金属板材的中框生产工艺,将中框拆分为外观材质边框、压铸铝/铝中板和塑胶3部分,与现有工艺相比,铝中框强度以及外观效果大大提高,不锈钢中框质量、加工工时、加工成本大大降低。采用聚苯硫醚作为密封件材料,并添加有玻璃纤维GF,通过纳米注塑工艺技术,将密封材料设置在中框与中板之间,增强塑胶与金属的结合力,使手机中框具有良好的防水性能。
关键词:防水手机中框;铆接方式;改性材料
Design and Implementation of Waterproof Mobile Phone Middle Frame
Luo Weiqiang,Tang Bin,Wang Lidong,Li Huiyi
(Guangdong Everwin Precision Technology Co.,Ltd.,Dongguan,Guangdong 523003,China)
Abstract:At present,the middle frame of mobile phones mostly adopts split structure,which has the problems of poor waterproof,poor sealing,complex structure,low yield of processing and production,high production cost and low production efficiency.To solve this problem,a new structure of waterproof mobile phone middle frame design was proposed,which was improved from two aspects of structure and material,reduced the difficulty of traditional technology,and improved the waterproof performance of middle frame products.The mortise and tenon processing process design was used to replace the middle frame production process of CNC cutting the whole metal plate.The middle frame was divided into three parts of appearance material frame,die-casting aluminum/aluminum middle plate and plastic.Compared with the existing process,the strength and appearance effect of aluminum middle frame were greatly improved,and the weight,processing hours and processing cost of stainless steel middle frame were greatly reduced.Polyphenylene sulfide was used as the sealing material,and glass fiber GF was added,through nano injection molding technology,the sealing material was set between the middle frame and the middle plate to enhance the bonding force between plastic and metal,so that the middle frame of mobile phone had good waterproof performance.
Key words:waterproof mobile phone middle frame;riveting method;modified material
0引言
当前的手机中框多采用分体式结构,存在防水性差、密封性差、结构复杂、加工生产良品率低、生产成本高、生产效率低等问题,如采用CNC切削整块铝板制得的中框和先锻造后切削的中框,都存在工艺复杂、原材料利用率低、生产效率低的问题,分析当前同类技术,具体存在如下问题。
(1)采用锻压不锈钢胚料的方式一体成型出金属中框的雏形,再对该金属中框的雏形进行CNC精加工,一方面,这种通过胚料成型再精加工的方式,需要切除较多的废料,材料浪费较多;另一方面,不锈钢胚料的硬度较大,精加工时刀具的损耗很大,而且速度较慢。上述问题导致了传统的金属中框生产的生产效率较低,制造成本难以降低。
(2)采用压铸的方式进行,降低生产成本,但是通过压铸完成的中框结构不够紧密,表面光泽不好,局部容易形成气孔或收缩孔,影响铸件的耐气密性。
(3)由于手机为背板、金属中框、面板等配件装配而成,各配件之间具有间隙,水分容易通过间隙渗入到电子设备内的电路,造成电路短路,从而导致手机不能正常使用。
针对以上本领域的关键性、共性技术难题,深入分析了手机的金属中框制造工艺,本文重点研究了在保证手机外观质量的基础上,也能降低企业的制造成本的防水中框结构,并通过理论创新、结构创新设计出一种全新结构的防水手机中框。
1手机防水设计概况
在1999年,爱立信推出全球第一款防水手机,手机采用镁金属机身设计,缝隙中加入橡胶处理,保证手机的防水性能;进入智能手机时代后,在2012年索尼移动将防尘防水功能列入手机设计的重点,防水级别达到IP65/IP68水准;在2016年,三星再次把防水功能拉入旗舰智能手机的行列。可见防水手机不断完善,甚至被作为高端手机的重要条件。
一般防护设计主要包括以下3个方面的内容:材料防护、结构防护、工艺防护[1-2]。
(1)材料防护
材料防护主要指正确、合理地选材,同时通过金属材料的冷、热加工和热处理工艺措施改善其内部结构,非金属材料的改性处理以进一步提高材料的抗蚀能力。
目前外壳、中框一般选用铝合金金属材料,耐腐蚀性能好、耐老化。而非金属材料,从最先得ABS塑胶材料渐渐变为聚碳酸酯(PC)材料,现在大量使用的是PC+ABS材料。目前也有使用PC+纤维,该材料冲击、耐腐蚀,在一定程度上提高了其抗弯强度,有效保证了密封的可靠性[3]。2020年OPPO推出的Find X2 Pro皮革版,引入皮革材质的机身设计,提高手机的防水防尘等级,实现IP等级里面最高的IP68[4]。
(2)结构防护
对于三防手机的机构设计,考虑外壳的结构,第一种是直接运用一体成型的工艺,可确保外形结构不易变形,并且铝镁合金一体成型的机身的防水防尘性能也十分优良。第二种采用橡胶和塑料结合的材料作为外壳,将塑料部分先进行注塑措施,目的就是先确保手机外壳的强度,以达到手机抗击外界摔击的能力,再进行橡胶材料的注塑,能有效保证密封的效果,进而加强抵抗外界灰尘和抵抗外界水流的能力[5-6]。
(3)新工艺防护
纳米防水处理工艺。纳米防水涂层就好像荷叶的表面,具有疏水、不吸水的表面,落在上面的液体会因表面张力的作用形成水珠。纳米镀膜则是在手机生产线的中后期加入一道工序,通过雾化镀膜的方式在手机电路板、外壳、耳机孔、充电口等部位用斥水涂层覆盖表面,为手机加上最后一道屏障。但纳米防水涂层防水能力比较弱,并不能长期浸泡在水中,仅能防波溅[7]。
阳极氧化工艺。铝及铝合金通常采用电化学氧化或导电阳极氧化处理来达到防护的目的。导电氧化膜除了具有较强的耐腐蚀性和吸附能力外,还能导电,所以经常用于面板、仪表板的防护处理。对于耐磨表面的铝合金零件采用硬质阳极氧化处理。
封闭绝缘工艺。封闭绝缘工艺包括注塑工艺和密封圈。注塑工艺就是用热熔状态的树脂、橡胶等材料,通过浇口填充,可以保护电子元件避免潮湿、腐蚀外,还可以避免强烈振动、冲击及温度剧烈变化等对电子元件的不良影响。密封圈,由于手机上有些组件是突起的,比如按钮、接口、卡托等组件,大部分的手机使用密封胶圈进行防水,一般防水手机的SIM卡托就能看到明显的橡胶圈,像是充电接口的内部同样有橡胶圈进行保护[8-9]。
2防水手机中框设计
2.1榫卯式加工工艺设计
自2009年以来,手机外观件从塑料到金属、后壳到中框不断的革新改变,加工工艺也日渐成熟。近年来,手机外观件加工主要以板材全CNC工艺、型材锻压加CNC工艺、压铸加CNC工艺等3种方式为主,但这些工艺均采用单一材质,致使手机外观件加工存在制造成本高、材料利用率低、生产效率低等缺陷。
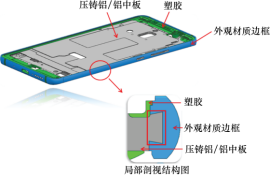
针对现有工艺成本高、效率低等缺陷进行新工艺创新改善,开发榫卯式加工工艺。榫卯式工艺产品结构主要由外观材质边框(如高强度铝、不锈钢、钛合金等可做高亮外观材质)和压铸铝/铝中板、塑胶3部分组成,此工艺产品相对于现有工艺铝中框强度以及外观效果大大提高,相对于不锈钢中框重量、加工工时、加工成本大大降低。
通过铆接方式装配中板与边框。本防水式手机中框在中板上设置有卡接部,在边框朝向中板的一端设置有卡接槽,卡接部最外端的外形大小与卡接槽的外形大小相对应,以实现边框与中板的紧密连接。与现有手机中框的加工工艺相比,该设计产生的中间废料非常少,材料的利用率达到90%以上,大大降低了废料的处理时间,而且工艺也变得更简单易和操作,大大提高了加工效率。同时避免了因金属中框自身结构的限制而导致难以走刀或走刀次数增加的现象,这样节省了CNC工艺的加工量,减少了对异形刀具和夹具的使用,有利于提高中板和边框的表面处理质量。
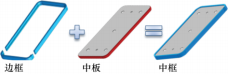 图 1 铆接方式示意图
图 1 铆接方式示意图
2.2纳米级防水工艺
手机中框屏幕面和后壳面边框、中板结合位会有细微缝隙,防水性能弱。因此,在中框与中板之间设置密封件。将第一密封件与第二密封件设置或直接注塑成型
于边框和中板的缝隙中,其中,第一密封件与面板抵接,第二密封件与背板抵接,使手机中框具有良好的防水性能,从结构上杜绝了外部渗水对手机内部的影响,解决了因产品外部磨损而影响产品防水的问题,从而可大幅度地提高产品的防水年限。
具体优势如下:
(1)第一密封件和第二密封件位于边框和中板的缝隙中,不易脱离中框,防水结构稳定,从而大幅提升手机的防水年限;
(2)第一密封件与面板抵接,第二密封件与背板抵接,既可以使手机各配件紧密连接,又具有较好的防水性能;
(3)中框、边框均为金属材料制备而成,如钢铝结合结构、铝铝结合结构、钛铝结合结构,满足消费者对手机质感的需求;
(4)具有防水功能的第一密封件和第二密封件制作在手机内部,不用给手机外部套上防水套,使得人手可以与手机直接接触,提高人对手机的操作手感。
图2防水手机中框设计
2.3密封件材料
第一密封件和第二密封件所使用的塑胶材料主要由聚苯硫醚(Phenylene sulfide,PPS)制成,聚苯硫醚是以苯环和硫原子交替排列构成的线性或略带支链的高聚物,分子链规整体性强,由刚性苯环与柔性硫醚链连接起来的主键具有刚柔相济的特点;由于苯环与硫原子形成共轭,且硫原子尚未处于饱和,经氧化后可使硫醚键变成亚砜基,或使相邻大分子形成氧桥支化或交联,使得热、氧稳定性十分突出;由于硫原子的极性被苯环共轭及高结晶度的束缚,使PPS呈现非极性或弱极性的特点,因此PPS的电绝缘性、介电性、及耐化学介质性也很突出。因此,减少塑料收缩率,提高密封材料的刚度,具有强度高、轻量化、易成型、加工稳定、防水性能优异等特点。此外,该聚苯硫醚还添加有玻璃纤维GF,限制了塑料的高分子链间的相互移动,使得塑料的收缩率大幅下降、而刚性则大幅提升。
3创新性
创新设计了行业复合金属铆接式中框结构与生产工艺。原有技术的中框工艺有两种,一种是CNC切削整块铝板,另一种是先锻造后切削,以上两种工艺都存在工艺复杂、原材料利用率低、生产效率低的问题。本文的防水手机中考设计打破行业固有思维,重新设计中框结构,采用边框与中板铆接的创新设计,边框采用硬度较低的铝合金,直接将边框折弯铆压于中板即可制成手机中框,加工效率大幅度提升。
大幅提升手机中框性能和生产效率。本文介绍的纳米注塑防水密封技术,在中板的正反两面注塑聚苯硫醚改性材料,通过E处理工艺在中框、中板表面形成众多纳米小孔,注塑时聚苯硫醚改性材料渗透至纳米孔洞内形成锚栓效应,增强塑胶与金属的结合力。还利用该材料热、氧稳定性好、电绝缘性、介电性、及耐化学性质突出的优点,使中框具有优异的防水性能。在制造工艺方面,原本的CNC工艺制造的中框,在粗加工至少需要4道工序,本文设计的防水的中框只需在边框和中板铆压完成后焊接固定,一共两道工序即可完成,节省2道工序,生产效率大幅提升。
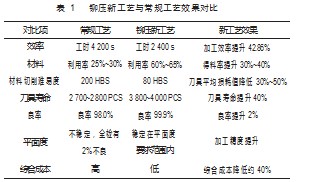
4与常规工艺对比
相对于常规工艺,榫卯式加工工艺通过边框与中板分开式加工主要优势体现在以下方面。
(1)材料兼容性强。可适用多种金属材质,根据材料特性的不同,只需设计不同形式铆接配合结构即可,制程相同,实现材料兼容。
(2)提升产品结构设计灵活性,对于无法实现CNC加工的结构设计,通过榫卯式加工工艺也能轻松实现,实现最优结构设计,极大增强行业竞争力和创新活力。
(3)铆接新工艺兼容性强,可实现同种产品结构不同材质产品快速验证,其模治具共用,只需更换刀具材质,微调加工编程参数,节省不同材质工艺研发验证时间。
(4)生产成本优势。
(5)防水结构设计,提升中框产品防水等级。铆压新工艺与常规工艺效果对比如表1所示。
5结束语
介绍了一种全新的结构设计,成功解决了现有技术中存在的结构复杂、防水性差、生产良品率低、生产成本高、生产效率低等关键性、共性技术难题,提出了金属中框的铆接结构,并创新性地将铆接工艺与注塑成型工艺相结合,替代CNC切削整块金属板材的中框生产工艺,且将PPS与玻纤混合形成改性材料进行注塑,利用该改性材料刚性强、耐磨性能突出、与金属粘接性能优异等特点,提升中框防水性能,解决了目前智能手机金属中框及其加工领域的关键性及共性的技术难题,对改进我国传统的手机中框生产工艺具有重大技术影响和现实意义。
参考文献:
[1]刘红玉,李文涛.电子通信产品的三防设计改进[J].河南科技学院学报,2010,38(3):104-106.
[2]生建友.通信设备的三防设计[J].电子工艺技术,2000,21(1):38-40.
[3]黄倩.一种矿用三防手机的结构设计与实现[J].科技与创新,2016(11):117-118.
[4]蒋倩.Find X2 Pro皮革版高级别三防体验使用更安心[J].计算机与网络,2020,46(7):31.
[5]宋海涛.三防手机的设计难点及其解决[J].计算机产品与流通,2018,21(1):96-97.
[6]卢璟,陶晋,李亦芒.电子产品的防水设计[J].机械,2008,35(7):52-54.
[7]《电脑爱好者》编辑部.纳米防水,让手机与水绝缘[J].电脑爱好者,2013(8):27.
[8]李杰,余征宇,毋乐.高端智能手机的物理防水处理技术[J].技术应用,2019,26(1):118-119.
[9]盛海华,王李芳.电子产品的防水方式设计[J].电子制作,2013(10X):191.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/45126.html