SCI论文(www.lunwensci.com):
摘 要 :本文针对福建三明钢铁厂 3000mm 中厚板十一辊热矫直机辊系在近年生产使用过程中遇到的矫直辊辊面掉块缺陷进行 分析,并提出一些行之有效的解决方案,研究了消除缺陷的对策与措施,有效地延长了矫直辊的使用寿命,保障了钢板表面矫 直质量, 降低了设备维护成本。
关键词 :热矫直机 ;辊系 ;矫直辊 ;掉块
三钢中板厂轧线上设一台十一辊热矫直机,用于矫直钢板在轧制及控冷工序中出现的波浪和瓢曲。随着轧制节奏的加快及钢种的升级,2020 年三钢热矫直机主体结构已由机械压下改 造为全液压压下, 矫直力由 23000KN 提升至 30000KN。全液压 压下矫直机具有精度高、钢性强等特点,在矫直时,其辊系上矫 直辊的矫直作用力更大,出现了以往少有的辊面掉块缺陷。2020 年上辊系矫直辊共发生 7 次辊面掉块缺陷,直接影响到板面质 量。本文对热矫直机的矫直辊的使用工况及性能进行探索, 分析 矫直辊掉块的成因及其对策。
1 热矫直机辊系结构特点
三钢 3000mm 热矫直机辊系主要部件参数。
矫直辊数 :十一根(包括上矫直辊 5 根 ;下矫直辊 6 根,含 2 根边辊)。
矫直速度 :0 ~ ±1.8m/s。
矫直辊规格 :φ285×3000mm。
矫直辊辊距 :300mm(边辊辊距 375mm)。
矫直辊材质 :堆焊件, 母材 :X40CrMoV5-1。
矫直辊辊面硬度 :55±2HRC。
支撑辊辊径 :Φ285mm。
支撑辊排数 :矫直辊下 5 排,边辊下 3 排。
支撑辊数量 :上排 5×5=25 下排4×5+2×3=26。 支撑辊材质 :堆焊件, 母材 :55NiCrMoV7。
支撑辊辊面硬度 :48±2HRC。
十一辊热矫直机辊系分为上辊系及下辊系两部分,含 11 件 矫直辊、51 件支撑辊。每根矫直辊由数根支撑辊支承,矫直辊下 5 排,边辊下 3 排。在矫直过程中所产生的矫直力,通过矫直辊 传递到支撑辊轴承座上。支撑辊轴承座通过螺栓将其紧紧贴合 在辊座上,最终将矫直力传递到机架本体上。为了矫直辊在矫 直过程中的稳定性, 支撑辊偏移矫直辊轴线一个距离, 偏移量为 35mm 。如图 1所示。
上辊系共有矫直辊有 5 根,从入口开始标识为2#、4#、6#、 8#、10# 矫直辊。下辊系有矫直辊有 6 根,从入口开始标识为 1#、3#、5#、7#、9#、11#矫直辊, 1#、11#矫直辊也称为边辊。
2 热矫直辊掉块成因分析
矫直辊处于冷热交替工作环境,热胀冷缩频繁。热矫直机对 钢板进行热状态矫直时,钢板的温度在 600℃ ~850℃。矫直时矫 直辊辊面温度达 300℃ ~400℃,矫直后矫直辊受内外冷却水的 作用,辊面温度降至 100℃ ~200℃。2020 年,三钢中板厂热矫直 机矫直辊共发生 7 次矫直辊掉块缺陷,位置分别为 4#、6#矫直 辊各三次,8#矫直辊一次,掉块位置距矫直辊中心线 800~1300 范围内,掉块尺寸为 50mm(宽度) ×7mm(深度),缺陷部位呈 两侧薄中间厚的片状剥落, 直接影响钢板表面质量, 致停机更换辊系。
造成矫直辊掉块缺陷因素是多方面的,下述将对矫直辊矫 直力、矫直辊制造工艺、钢板矫直工艺等主要方面进行分析,查 找原因并制定措施。
2.1 矫直辊矫直力分析
矫直过程中,辊系各矫直辊都受到大小不等的反矫直力。根 据矫直原理 [1,2],各矫直辊受力, 见图 3。
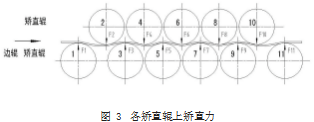
简化计算公式得 :
F1=2Ms /t ;F2=6Ms /t ;F3=8Ms /t ;F4=(7Ms +Mw)/t ; F5=(5Ms+3Mw)/t。
F6=(4Ms +4Mw)/t ;F7=(3Ms +5Mw)/t ;F8=(Ms +7Mw)/t ; F9=8Mw/t。
F10=6Mw/t ;F11=2Mw/t ;
Ms=σs ×b×h2/4Mw=σs ×b×h2/6。
式 中 :Ms 为塑性弯曲力矩,N*m ;Mw 为弹性弯曲力矩, N*m ;σs 为钢板屈服强度,MPa ;b 为钢板宽度,mm ;h 为钢板 厚度, mm ;t 为辊距, mm。
从以上公式计算可得F1 :F2 :F3 :F4 :F5 :F6 :F7 :F8 : F9 :F10 :F11=1.5 :4.5 :6.0 :5.8 :5.3 :3.0 :4.8 :4.3 :4.0 :3.0 : 1.0,即辊系在矫直钢板时,3#矫直辊受到的矫直力最大。3#矫 直辊位于下辊系未发生掉块缺陷,因此我厂现阶段矫直钢板产 生的矫直力并非为造成矫直辊掉块缺陷的主要原因。
2.2 矫直辊制造工艺分析
由于矫直辊是在高温潮湿的环境下进行工作,现国内矫直 辊都是采用焊接复合制造,工作面由合金元素约20%含量的高 合金不锈钢焊丝堆焊而成。矫直辊辊身结构由三部分组成 :母 材、过渡层(厚为 6mm)、合金层(厚为 6mm~8mm)。
矫直辊掉块尺寸为 50mm(宽度)×7mm(深度),与矫直 辊辊面扁形焊丝单道次堆焊宽度 50mm 一致,深度 7mm 与硬 质合金层厚度(6mm~8mm)一致,因此掉块缺陷实际为单道 次焊道的合金层与过渡层剥离脱落。掉块长度方向表面硬度为 62HRC~64HRC, 掉块宽度方向表面硬度为 53~54HRC, 相差约 10HRC。按照金属材料的一般规律 :硬度与延伸率成反比,即 硬度越大延伸率越小,过小的延伸率使之辊面的材质韧性降低, 当辊面在作业过程中受到来自外界的点状挤压,而无法延伸(退 让)时,容易产生微状裂纹,附合现场现象。其次矫直辊在制造 中因辊坯锻打、热处理工艺的偏差等材质处理的过程中内部出 现微裂纹,而没有得到及时的发觉和处理,辊子装机作业中,受 到外界冷热交替的频繁影响,使初期的微裂纹不断扩大、外延, 以上反映于旧矫直辊在堆焊修复前进行车削堆焊层后,通过磁 粉探伤时发现堆焊层上有众多小裂纹, 符合实际现象。
2.3 辊系装配分析
每根矫直辊上有 5 根支撑辊交错分布, 如图4所示。
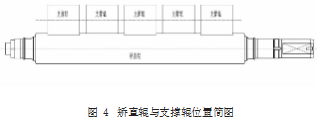
每根矫直辊上有 5 根支撑辊交错分布,矫直辊辊面掉块位置 都是位于与支撑辊辊肩接触位置。辊系使用过程中, 会有以下现 象 :首先,矫直辊在矫直钢板时,特别是矫直控冷板时因板头、 板尾、板两侧边温度底及同板差,在同一矫直辊缝时其局部矫 直力会瞬间变大,造成矫直辊与支撑辊磨损不一。其次,矫直辊 辊面作业率不一样, 辊面中间位置因不受钢板宽度影响, 作业率 高,而两侧辊面使用率较低, 因此同一根矫直辊与其支撑辊磨损 不一样。最后,辊系使用一定周期后,矫直辊两轴承座两侧端会 磨损产生间隙, 从而使矫直辊中心线不平行, 使支撑辊辊身成圆 锥体,辊肩成棱边,从而产生轴向力而发生窜动,对矫直辊辊面 造成应力集中,因此靠近钢板两边部的矫直辊辊面更易发生掉 块现象,测量现场使用后的同一根矫直辊上支撑辊辊径尺寸差 值达 1mm。同一根矫直辊不同位置辊径尺寸差值达 0.7mm 正好 反应以上工况, 附合现场掉块成因, 造成了矫直力瞬间越过了辊 面材质的承受能力辊面, 使辊子内部裂纹变大, 甚至合金堆焊层 与过渡层发生蠕动、剥离。
2.4 矫直机矫直工艺分析
矫直辊掉块缺陷发生在 4# 和 6# 矫直辊上的次数,占了总 掉块次数比例的 86%。4# 和 6#矫直辊与其他矫直辊的区别在于 两者位于两电机传动的交接处。矫直机入口 5根矫直辊由一台电 机带动,出口 6 根矫直辊由另一台电机带动,两台电机通过电气 同步。但在实际矫直钢板过程中, 特别是矫直控冷板尾部由于矫 直辊间距的限定及钢温不足,尾部长度方向200mm 无法实现弹 塑性反弯矫直,因此翘尾部分在正反矫时易对矫直辊产生打滑, 特别是两电机的交接处 4# 和 6# 矫直辊,在钢板头尾在交接位 置时,其进出瞬间由于负荷不平衡及电机速差值都会造成两电 机相互拉扯, 加剧了矫直辊与钢板打滑幅度, 从而造成已产生裂 纹的合金层产生蠕动、扩大从而剥落。
3 改进措施
三钢热矫直机矫直辊内部堆焊层小裂纹主要是产生于矫直 辊堆焊修复过程中,而在现场使用过程中因辊系磨损及钢板翘 头及翘尾造成了合金层焊道次裂纹的扩大及剥落。要消除矫直 辊面掉块现象, 要从矫直机矫直辊堆焊工艺、辊系装配工艺及矫 直工艺上进行改进。
3.1 优化矫直辊辊面堆焊工艺
合理控制矫直辊的硬化层,一方面要避免矫直辊车削后硬 化层的强度不足、硬化层太薄和内部基体的结合力小而造成的 硬化层剥落。另一方面又不能太厚, 太厚会使表面热处理工艺困 难,且淬硬层厚度太大,就很很难达到表面的高硬度,同时成本 也增加。为此三钢中板厂决定将矫直辊辊面淬硬合金层厚度定为 10mm~12mm, 整体抗拉强度强且有效使用厚度为 6mm, 使其 满足矫直 600℃ ~850℃钢板的长期运行,同时具备耐高温、高耐磨、高强度、高硬度、耐腐蚀 (水气)、防蠕变、防粘结 (氧化皮)、 高疲劳强度 ( 防网状裂纹和剥落)、可焊工艺性好等综合技术性 能。其次将原扁平式焊条改成圆形焊条, 减少单道次焊接宽度由 50mm 减至 15mm, 提高焊缝质密性, 保障焊接性能。
强化对辊子母材的检验。对辊子堆焊前进行反复多次的超 声波、磁粉、着色探伤,将辊子母材上的裂纹缺陷予以消除,确 保母材焊接前无裂纹。
3.2 优化支撑辊辊结构及其与矫直辊辊面硬度分配
对支撑辊辊子两端进行R8 的倒圆角,减少支撑辊辊肩对矫 直辊辊面造成的应力集中,同时在其使用周期内,定期对支撑 辊轴承座及矫直辊轴承座进行加垫调整,确保矫直辊与各支撑 辊辊面间隙在 0.05~0.10 范围内,确保矫直辊轴承座间间隙小于 0.5mm, 减少矫直辊与支撑辊之间的轴向力。
在保证矫直机矫直辊辊面硬度又不影响其延伸率,将辊面 硬度调至 53±2HRC,同时调整矫直辊与支撑辊的硬度差,将两 者硬度差控制在 6HRC~8HRC,减少支撑辊在矫直过程中对矫 直辊的磨损。
3.3 优化矫直工艺
在现有的钢板轧制工艺的前提下,对矫直工艺进行优化、调 整。首先,减少首道次矫直压下量以实现对钢板的粗矫,实现减 少钢板头尾对矫直辊辊面的撞击。其次,矫直过程分为咬钢、矫 直、抛钢,通过降低矫直时的咬钢速度及抛钢速度,减少钢板翘 头与翘尾进出矫直机时对上辊系各矫直辊辊面的撞击。最后, 平 衡两电机负荷与转速, 即要满足钢板头尾在进出辊系时, 两台主电机负荷相近又要减少两电机速差,进而减少上辊系两交接处 4#、6#矫直辊因速差的冲击,减少硬度层裂纹进一步扩大及剥 落的机率。
4 实施效果
去年三钢中板厂通过以上措施对矫直机矫直辊进行系统性 优化,2021 年以来未发生矫直辊掉块缺陷,取得了显著成效,有 效保障了矫直钢板的表面质量, 提高了矫直机辊系的稳定性。将 矫直辊单次装机使用寿命由 1 个月提升至 3 个月,每年可直接节 约因矫直辊掉块造成的钢板矫废及辊系修复费用共 80 万元。
5 结语
随着矫直钢种的不断升级,全液压压下矫直机上的辊系面 临更大的挑战。矫直辊掉块缺陷产生的原因是多方面的, 但主要 原因还是国产矫直辊制造技术的不足,其与进口矫直辊制造工 艺还有很大的差距。国产矫直辊材质及制造工艺还需结合现场 实践进一步研究、改进, 以提高国产矫直辊的使用寿命及市场竞争力。
参考文献
[1] 杨晓君,王效岗,王树环 . 全液压十一辊矫直机矫直力的计算 [J]. 中国重型装 备 ,2010(4):24-26.
[2] 陈晶晶 . 浅谈中厚板矫直机原理及参数计算 [J]. 中国新技术新产品 ,2012 (14):122.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/ligonglunwen/34666.html









