SCI论文(www.lunwensci.com)
摘 要:对于织造企业来说,单一品种且大规模生产模式已无法匹配日益丰富的需求。在一个生产多种不同型号产品的整 经车间中,需要投入大量人力频繁地更换经轴,从而增加了生产开销以及生产成本,同时也导致设备利用率的下降。目前整经 车间仍采用人工排产, 由于人工经验的不确定性、人工排产的主观性以及问题的复杂性, 实现最优调度计划十分困难。因而, 织造企业需要更有效的方法来搭建更优秀的排产计划,减少开轴数和加工时间,降低设备经轴的切换频率以提高生产效率。本 文基于模拟退火算法搭建织造企业的整经生产排产系统,以期能解决多品种小批量生产模式最优化排产问题。
Weaving Warping Scheduling System Based on Simulated Annealing Algorithm
PENG Laihu1. FANG Liaoliao1. SHEN Chunya2. CHEN Wei2
(1. Key Laboratory of Modern Textile Machinery & Technology of Zhejiang Province, Zhejiang Sci-Tech University,Hangzhou Zhejiang 310018;2.Zhejiang Tianheng Information Technology Co., Ltd., Shaoxing Zhejiang 312500)
【Abstract】: For weaving enterprises, the single variety and large-scale production mode can no longer match the increasingly rich demand. In a warping workshop that produces a variety of different types of products, a large amount of manpower needs to be invested in frequent replacement of warp shafts, which increases production costs and production costs, and also leads to a decline in equipment utilization. At present, manual scheduling is still used in the warping workshop. Because of the uncertainty of manual experience, the subjectivity of manual scheduling and the complexity of the problem, it is very difficult to achieve the optimal scheduling plan. Therefore, weaving enterprises need more effective methods to build better production scheduling plans, reduce the number of open shafts and processing time, and reduce the switching frequency of equipment warp shafts to improve production efficiency. In this paper, the warping production scheduling system of weaving enterprises is built based on simulated annealing algorithm in order to solve the optimization scheduling problem of multi-variety and small- batch production mode.
【Key words】: simulated annealing algorithm;weaving workshop;warping scheduling;production scheduling system
0 引言
随着“中国制造 2025”战略的推进,我国织造企 业正向信息化、智能化加速转型。然而,大多数织造企 业目前仍采用人工方式进行整经排产,效率较低,且耗 费较多的交流成本。随着市场对织造产品越来越多样 性、个性化、小批量化的需求,此类传统排产手段显然 难以满足市场需求。为此,建立一套信息化智能化的排产系统有助于提高企业生产效率,帮助企业获得更高的 市场竞争力。
1 织造企业整经生产现状
对织造企业而言一条完整的生产线是由整经→浆纱 →穿综→织造→验布 [1] 构成的,整经是生产线的起点, 排产效率将直接影响到工序间的配合。
整经就是将全幅织物所需要的经纱总根数(总经根数)先分成 n 组, 每组经纱根数尽可能相等, 再根据所 需经纱总长度将每组经纱分别卷绕成 m 只经轴,然后 将这 n 组经轴通过浆纱机进行合并,按照规定长度卷绕 到织轴上,为织造工序作准备。为提高整经轴利用率, 生产中常常会采用拼缸操作,即当某组整经轴的整经长 度远小于整经轴最大绕长时,引入符合条件的一个或多 个订单与其共用该整经轴。以期减少开轴数从而在生产 过程中减少经轴切换频率以提高生产效率。
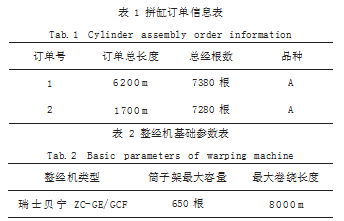
下面举例说明整经拼缸。例 1.某织造企业在同一 生产周期接到如表 1 所示的两个订单,整经机的基础参 数如表 2 所示。
由表 1、表 2 可知,该企业在同一生产周期内同时 接到两单相同品种订单且两订单总长度之和小于整经机 最大卷绕长度,因此可以考虑进行拼缸以提高整经轴的 利用率。
(1)计算订单 1 整经开轴数 D1.如式(1)所示 :
因经轴数需为整数,因此向上取整,根据式(1) 计算得整经开轴数为 11.35.向上取整为 12.
(2)计算每轴经纱数(头份) T1.如式(2)所示 :
由式(2)可知,当开轴数为 12 根时,总经根数恰 好可被整除,因此取每轴经纱数为 615.无需再进行补 齐计算。
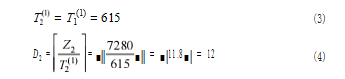
(3)计算订单 2 整经开轴数 D2.如式(4)所示 :
因需进行拼缸,因此订单 2 每轴经纱数取 615 带入 计算。
因经轴数需为整数,因此向上取整,根据式(4) 计算得整经开轴数为 11.8.向上取整为 12.
(4)计算订单 2 溢出的经纱根数。
由式(4)得,取 12 作为订单 2 开轴数,由式(3) 得订单 2 每轴经纱数取 615.经简单计算,二者相乘显
然大于订单 2 所需总经根数,如式(5)所示 :
(5)削减订单 2 溢出经纱根数。
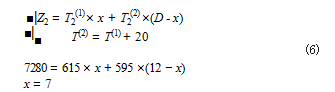
由式(5)可得溢出的经纱根数 L2 为 100 根, 因选 择 12 根经轴中的几根轴进行削减,如式(6)所示 :
由式(6)可得,将订单分为 12 组进行生产, 7 组 经纱根数为 615 根,可与订单 1 进行拼缸,剩余 5 组经 纱根数为 595.
(6)计算经轴卷绕长度。
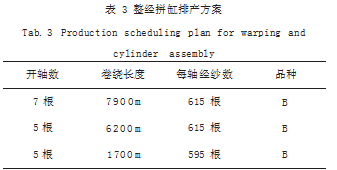
由表 1、表 2 可知, 两订单总长度分别为 6200m、 1700m,因进行拼缸操作,因此经轴有 3 种卷绕长度, 分别为 7900m、6200m、1700m 皆小于整经机最大卷 绕长度,符合要求。
综上所述,针对表 1 所示两订单,采取拼缸操作之 后,其整经排产方案将分为 17 组进行生产,其中 7 组 经纱根数为 615.卷绕长度为 7900m, 5 组经纱根数为 615.卷绕长度为 6200m,剩余 5 组经纱根数为 595. 卷绕长度为 1700m。拼缸排产结果如表 3 所示。
经计算最终得到表 1 订单拼缸结果, 相较不拼缸排 产至少节省了 7 根轴,虽然通过普通数学运算即可得到 拼缸方案,但并非最优解,而针对复杂订单时,普通数 学运算的方法将难以施展。实际生产中工人往往凭借其 生产经验进行拼缸凑单,虽在一定程度上能提高整经轴 利用率,但难以达到拼缸方案最优解。而拼缸订单数量 达到 3 单及以上时,仅仅凭借生产经验更是难以得到拼 缸方案。
2 模拟退火算法
模拟退火算法(Simulated Annealing) 提供了一 种解决复杂问题的机制 [2]。它通过迭代控制过程从更高 温度过度到较低温度,寻求最优解。它可以解决复杂及 具约束性最优化问题,而不会受到初始状态的干扰,因 此拥有较高的优越性。因此本文将选模拟退火算法进行 拼缸计算,以期达到拼缸最优解。
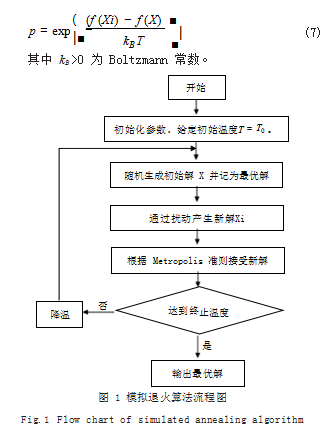
标准模拟退火算法流程如下 [3] :
(1)初始化参数,给定初始温度 T=T0 ;
(2)随机生成初始解 X 并记为最优解 ;
(3)通过扰动,产生新解 Xi ;
(4)根据 Metropolis 准则保留新解 ;
(5)降温 T=Tk+1.并令 k=k+1 ;
(6)重复(1)至(5)直至满足冷却条件 ;
(7)输出最优结果。
其流程图如图 1 所示。其中 Metropolis 准则,即以概率接受新状态。若在 温度 T 时,由当前状态X 转向新状态Xi,若f(Xi)=f(X), 则接受Xi 为当前状态,否则将通过概率 P 来判断是否 接受新的状态。概率 P 的计算方法如式(7)所示 :
3 整经排产系统设计及实现
本文所开发的自动排产系统采用前端与后端分离的 设计,以加快开发速度、提高开发质量。系统具有方便
用户使用的界面,无需下载客户端,直接通过浏览器访 问即可使用。
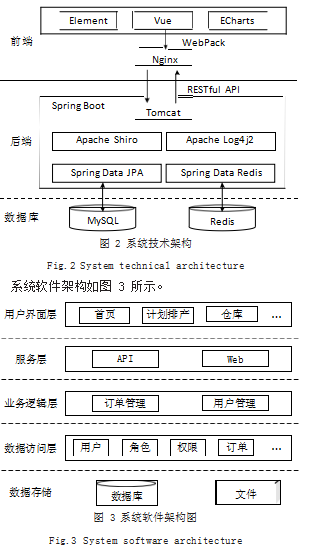
3.1 系统架构设计
系统技术架构如图 2 所示。
结 合 Vue.js、Spring Boot 等 [4] 技术,能够构建 出一种可以快速开发、数据灵活查询和客户体验良好 的 Web 系统。除此之外,基于 Vue.js 等前端技术还能 实现应用的模块化开发,从而更加高效地执行应用的迭 代,并且允许用户更灵活地进行权限管理。
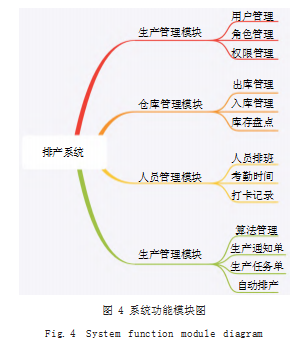
3.2 系统功能设计
本系统的主要功能模块设计如图 4 所示, 分为系统 管理、仓库管理、人员管理、生产管理 4 个部分。
通过系统管理模块可以给不同角色分配不同权限, 使得用户有不同的操作权限,实现合理的权限控制 ;仓 库管理模块提供出入库管理及库存盘点功能,能够实现 自动化管理仓库内物品的收发及统计 ;人员管理模块提 供考勤管理相关服务,旨在帮助企业更好地管理员工 ;生产管理模块可以帮助实现规划生产排产计划,下面将 着重介绍。
3.3 生产管理模块实现
本文第 2 章简单介绍了模拟退火算法流程, 现将模 拟退火算法应用于系统的生产模块中。
3.3.1 模拟退火算法的使用
(1)模拟退火算法服务介绍。将模拟退火算法使用 Java 语言进行代码实现,并使用 Spring Boot 框架封 装成独立的 RESTful 接口服务。主要参数分为系统参 数和订单参数,前者包括初始温度、终止温度、迭代次 数等,后者包括订单种类、纱线长度、总经根数等。
(2)模拟退火算法服务使用。生产人员使用自动排 产功能时,可调用封装好的算法接口服务。此接口服务需要获取系统参数和生产任务信息(订单参数),随后 会执行算法,最终返回排产结果,包括订单开轴数、每 轴根数、拼缸方法等信息。
3.3.2 界面展示
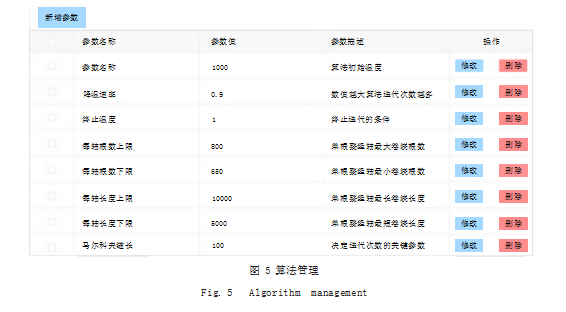
(1)算法管理。算法管理界面提供了算法参数配置 功能,其界面如图 5 所示。在排产算法管理界面中,可 以查看每一个参数的名称、参数值和参数描述,以及做 相应的新增、修改、删除操作。
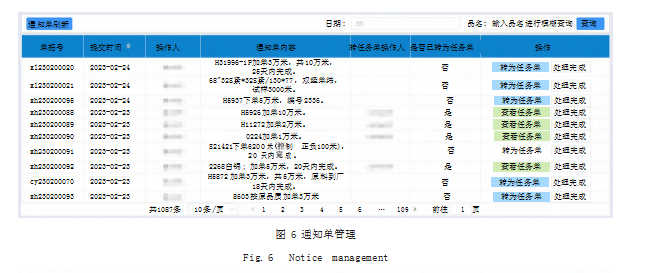
(2)生产通知单管理。生产通知单管理界面如图 6 所示,生产通知单一般由销售人员录入,而后将在一个 时间段内由生产部门进行相应的组织生产,并确保生产 可以按时、按质、按量的完成,以满足客户的需求。在 通知单管理界面中,展示了提交日期、单据号等信息, 并可以将通知单转化为任务单以指导生产部门生产。
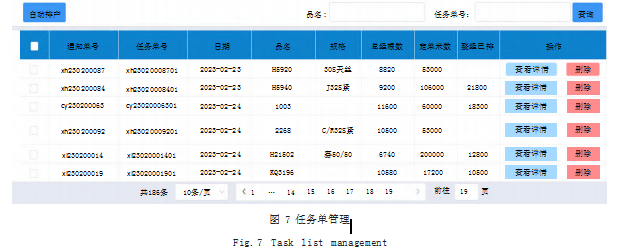
(3)任务单管理。任务单管理界面如图 7 所示,任 务单是由生产通知单转换而来,任务单界面将展示生产 任务单号、总经根数、定单米数等信息,可以删除以及 查看任务详情。
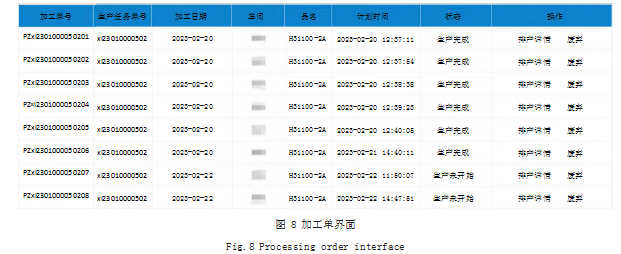
(4)加工单界面。在任务单界面中可以选中多个生 产任务,点击生成自动排产,此时将会调用算法进行排 产运算,将对应生产单拆分成多个加工单,并跳转至排 产加工单界面,如图 8 所示。该界面将展示的加工单号 及其对应的生产单号已经加工状态,点击排产详情将会 跳转至详情界面,展示任务的具体信息,点击废弃则让 选中的加工单被废弃,不进入正式的生产。
4 总结
本文以织造车间整经排产为研究对象,简单介绍了 传统整经排产过程中的不足之处。为解决整经排产存在 的问题,通过 Vue.js、Sring Boot 等技术实现了基于模拟退火算法的针对整经排产系统的设计与开发,借助 该系统帮助织造企业实现从传统人工排产向信息化智能 化排产的转型。
参考文献
[1] 陈革,杨建成.纺织机械概论[M].纺织机械概论,2011.
[2] 黎阳,李新宇,牟健慧.基于改进模拟退火算法的大规模置换流水车间调度[J].计算机集成制造系统,2020.26(2):366-375.
[3] JOKAR E,MOSLEH M,KHEYRANDISH M.Discovering Community Structure in Social Networks Based on the Synergy of Label Propagation and Simulated Annealing[J]. MultimediaToolsandApplications,2022.81(15):21449-21470.
[4] 肖程鸣,曾志颖.基于Spring Boot和Vue的红色智慧旅游平 台设计与实现[J].软件,2022.43(7):30-33.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jisuanjilunwen/61248.html