SCI论文(www.lunwensci.com):
摘要:柔性动态生产线系统是制造数据采集系统(MDC)的重要组成部分,主要通过对产品装配生产过程建模,实现从生产过程设计到人、机、料、法、环的协同管理。系统通过多功能装配平台、生产终端管理软件系统、精益生产信息可视化看板等手段,完成生产品装配生产过程建模和生产数据自动、实时、准确采集及可视化呈现。整体实现了生产过程的透明化管理,形成生产过程建模、作业现场管理和实时监测的柔性动态生产管理闭环。
关键词:装配过程;数据可视化;柔性;生产线线平衡
Design of Workshop Flexible Dynamic Production Line System Oriented to Assembly Process
LI Jianguo,CHEN Mei,GOU Lan
(The No.30 Institute of CETC,Chengdu Sichuan 610041)
【Abstract】:The flexible dynamic production line system is an important part of the manufacturing data acquisition system(MDC).It mainly realizes the coordinated management of people,machines,materials,methods and environments designed for the production process through the modeling of the product assembly production process.Through the multi-functional assembly platform,production terminal management software system,lean production information visualization kanban and other means,the system completes the production process modeling of production product assembly and the automatic,real-time,accurate collection and visualization of production data.It realizes the transparent management of the production process,and forms aflexible dynamic production management closed loop of production process modeling,operation site management and real-time monitoring.
【Key words】:assembly process;data visualization;flexibility;production line balance
0引言
随着产品日趋复杂化,原有人工生产模式已经远远不能满足整机类产品装配的需求,复杂产品装配是典型的离散型装配,具有研制周期长、小批量生产、零件种类多等特点[1]。当前大部分针对复杂产品的生产装配都有以下不足之处:
(1)自动化程度较低,主要依靠人工进行离散型装配工作计划、编配和执行,效率低,对车间生产资源管理力度弱[2],生产一致性和质量难保证;
(2)生产分析不够,生产数据存储于本地,导致信息孤岛的出现,无法集中管控[3],各系统之间无法联动进行横纵向分析;
(3)产品管理难度大,主要依靠人工管理产品的生产过程,缺乏平台化的统一管控和分析,资源调度困难[4],产品的可追溯性不高;
因此,为有效提升产品的生产效能,需要对产品进行生产模式升级改造,形成面向装配过程的车间柔性动态生产线系统,使用计算合理的装配序列规划缩短产品的装配周期,有效推进生产组织管理。
1系统概述
柔性动态生产线系统采用平台化设计思路,硬件平台采用货架式结构实现功能的柔性扩展,软件平台结合泛型思想将共性部分的产品过程建模、数据存储方式等内容设计为统一平台,将每种产品特有部分,设备参数配置、数据处理、可视化等个性内容设计为应用终端。系统具有以下技术特点:
(1)具备工序工艺管理平台化,通过建立产品工序流程的模型,可对多种产品的装配、测试等环节进行统一的管控;
(2)具备生产设备管理平台化,通过对Modbus协议集成,实现了对LAN、RS232、USB等不同接口生产设备通信、调度和管理;
(3)具备生产数据平台化,通过定义统一的存储格式,配备统一的数据中心,提供的产品工序信息、过程信息和结果信息的查询和统计分析;
2系统设计
系统采用分层架构降低系统复杂度,提高系统可修改性、可重用性、可移植性[5]。系统架构分为应用层、数据管理层、网络层、数据采集层和设备层。应用层进行业务领域相关的分析决策;数据管理层以服务器为主,包括数据库、网络传输系统;网络层包括以太网口、交换机、路由器、无线网络、防火墙等网络汇总设备;数据采集层包括业务主线中工位管理终端、加电终端、测试终端等业务终端,以产品条形码为主要索引依据建立产品各生产阶段的数据信息,并将信息同步到中心数据库;设备层包括扫码设备、PLC、分布式IO设备、AGV、音视频传感器,利用工业现场总线完成组网。
2.1硬件平台设计
柔性动态生产线系统硬件平台由装配工位和调试工位组成,工位采用“多功能装配工作台+信息管理单元+现场接入设备”的货架式组织方式实现。核心部分的多功能装配工作台采用模块化块组合方式,可根据不同工位操作需求自有调整,具备灵活扩展、操作轻巧、适配能力强的特点。为满足产品集中或离散生产的需要,可以根据应用场景对硬件平台进行一体化或分离式的组织和改造,形成新的货架式硬件平台。
2.2软件平台设计
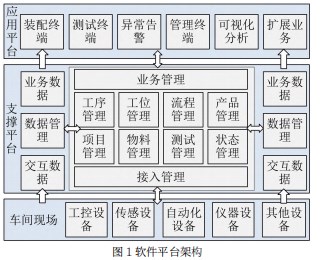
如图1所示为软件平台架构。软件平台主要由“应用平台+支撑平台+车间现场”三部分构成,即:车间现场(工控设备、传感设备、仪器设备、自动化设备等)、支撑平台(数据管理、工序配置管理、仪器设备管理、协议管理等)和应用平台(装配终端、测试终端、数据可视化、生产配置等)。
应用平台主要面向具体业务的接入和呈现,并在支撑平台的支持和保障下具备业务扩展的能力。支撑平台除了包括软件运行的数据库软件、操作系统软件等,还包括一些与应用平台业务无关的配置管路工具(模块)、工序程配置工具(模块)、数据管理工具(模块)等。车间现场包括工控设备、传感设备、自动化设备等的物理链路和通信协议接入,以及通过LAN、RS232、USB等接口与上层系统进行测试数据、状态数据及其他数据的交互。
如图2所示为软件平台的静态结构类设计类图,遵循面向对象的设计原则,分为抽象类、具体类和接口类。其中,LineManager为生产线管理类,实现生产线状态的配置和查询。TestTerminal为测试终端类,实现对产品电安全性能的测试。ElectronicView为电子看板类,实现生产线状态、工位信息的可视化显示。AssemblyTerminal为装配终端,实现生产线物料信息采集、作业指导书播放。MediaPlayer为视频播放类,实现对三维装配作业视频的播放。Manager为管理基类,为抽象类,结合抽象工厂设计模式及其他具体类为上层业务类提供调用接口。
3系统特性
3.1生产信息可视化管理
生产信息的动态展示主要体现在精益电子看板上,对产品在整装、检测、加电、包装等生产过程信息可视化展示,是控制生产过程的一种重要工具[6]。如图3所示,采用精益电子看板作为生产组织的指挥棒,形成生产扁平化管理,有效提高生产现场解决问题效率,为生产制造关键数据的统计、分析、预测、模拟等提供基础来源。
同时,将精益电子看板技术与生产管理系统相融合,实现生产状态信息、计划信息、产品装配测试信息、告警信息与MES等系统之间数据共享和横向拉通,形成生产数据全周期信息化管理。
3.2生产流程建模重构
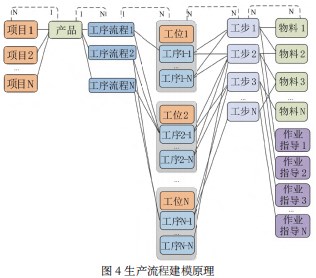
系统以标准作业指导书为基础输入,对整个流程作业进行改造和重构,综合考虑作业特征和流水线特点,以项目为基本管理单元,将工艺流程中元素分解为项目、产品、工序流程、工位、工步单元、物料等实体,
依据一定的分配规则将所有工步单元分配到各工位,尽量保证各工位的总装配时间相等或相差最小,实现“流水线”生产,原理如图4所示。
生产流程重构思路采用泛型设计思想,将工步单元作为作业流程中原子操作,多个工步单元进行组合形成独立的工序,再将工序与生产线上工位终端进行关联,最终形成整个作业流程,使生产线具备柔性动态扩展的能力。实际生产中可以根据生产情况对工序进行多次划分,也可以增加或减少工位而不影响作业流程的完整性。
3.3生产线线平衡动态优化
生产线线平衡问题本质上是将工步单元分派到不同工位的排序问题[7]。生产线线平衡动态优化实现原理如图5所示,以生产过程数据为主要驱动。软件平台加载原始流程作业文件完成工步单元的创建、工序的组建,通过配置完成工序的引用、发布,并将各个工序的装配时间的记录和物料信息自动记录到数据库。柔性动态生产线采用改进后的深度遍历搜索算法实现工艺流程的重新排序以及工位数量最小化,生成最优加工序列及工位配置,当工位作业时间出现变化,打破均衡,系统会重新计算,生成新的加工序列工位配置。
4结语
柔性动态生产线系统具备精细化管理和实时动态调整的能力,满足产品在各个制造关键工艺流程中提质增效的需求,能够有效解决生产工作中基础数据缺乏的问题。系统除了带来生产效率的提升以外,通过信息化和数字化的管理方式,还将整个产品的部分工序进行了可视化呈现,该部分采集了大量生产过程数据,有助于生产过程环节统一管理和对产品生产模式持续升级改造,促进生产制造的智能化转型。
参考文献
[1]刘江伟.复杂产品多工位装配序列规划方法研究[D].南京:南京航空航天大学,2018.
[2]陈晓波,张锋,何鱼鑫.数字驱动的全景式监控体系在离散生产中的构建与应用[J].现代制造技术与装备,2020,56(10):27-28.
[3]万峰,刘检华,宁汝新,等.面向复杂产品离散装配过程的数据采集和管理方法[J].计算机集成制造系统,2012,18(8):1819-1827.
[4]邹积涛,徐兰,曾祥春,等.考虑多专业协同的装配线平衡问题研究[J].计算机工程与应用,2017,53(7):263-270.
[5]杜鹏程.基于软件职责和结构的分层架构模式识别及重构[D].南京:东南大学,2019.
[6]洪旭东,徐克林,夏天.基于看板的生产线物料循环配送方式[J].工业工程,2009,12(4):116-120.
[7]赵燕春.基于仿真的装配线平衡方法研究及应用[D].上海:上海交通大学,2012.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jisuanjilunwen/41191.html