SCI论文(www.lunwensci.com):
摘 要:立体光固化工艺(SLA 工艺)是各类快速成型技术中综合性能最好的工艺之一。本文以活动扳手模型为例,使用 UG 软件建立零件模型,并通过 SLA 工艺制作模型。基于 UG 软件和 SLA 工艺的模型制作集成应用,快速精准地将活动扳手 模型制作成型,其制作过程对同类模型的开发具有参考作用。
关键词:UG 软件;SLA 工艺;模型制作
Model Making Application of UG Software and SLA Process
WANG Chen
(College of Home and Industrial, Nanjing Forestry University, Nanjing Jiangsu 210037)
【Abstract】: Stereo light curing process (SLA process) is one of the best comprehensive properties of various rapid prototyping technologies. In this paper, the model of adjustable wrench is taken as an example, and the part model is established by UG software, and the model is made by SLA process. The integrated application of model making based on UG software and SLA process can make the model of adjustable wrench quickly and accurately, and the production process has reference function for the development of similar models.
【Key words】: UG software;the SLA process;model making
立体光固化工艺(简称 SLA 工艺)属于还原光聚合族的增材制造技工艺,是各类快速成型技术中综合性 能最好的工艺之一 [1]。SLA 工艺中使用的材料是液态形 式的光敏热固性聚合物,通过使用紫外激光束(UV 光) 逐层选择性地固化聚合物树脂来生成模型。该工艺制作 出的模型具有表面光滑、成型精度高、力学性能适中等 特点 [2]。本文以活动扳手模型为例,使用 UG 软件建立 零件模型,输出 STL 格式文件,通过 SLA 工艺制作模 型 [3]。探索基于 UG 软件和 SLA 工艺的模型制作集成 应用,对同类模型的开发制作提供参考。
1 SLA 工艺模型制作流程
SLA 工艺的模型制作流程一般分为 CAD 设计、前处理、原型制作和后处理四个过程:(1) CAD 设计过 程是通过计算机辅助产品设计软件,创建实物模型的三 维原型(包括零件模型和装配体模型)的过程,由于三 维原型数据不能直接导入快速成型系统中进行原型件制 作,因此三维原型数据需要输出为 STL 格式文件进行保存;(2)前处理过程是对 CAD 设计出的三维原型进 行数据转换、模型布置和切片处理,以及设备检查的过 程,前处理过程中产生的数据将精确控制激光扫描器和 打印平台的运动;(3)原型制作过程是在专用的光固化 快速成型设备系统上进行光固化成型的过程,整个光固 化成型过程都是在软件系统的控制下自动完成的,叠层 制作完毕后,系统自动停止工作;(4)后处理过程是对 叠层制作完成的模型进行剥离、去除支撑等后续处理的 过程,以便去除废料和模型的支撑结构等 [4]。
2 CAD 设计过程
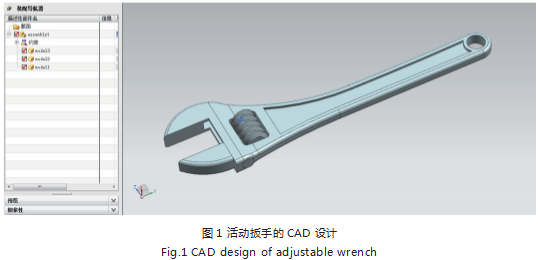
活动扳手模型由固定钳口、活动钳口和开口调节螺 母三个零件组成 [5]。其中固定钳口、活动钳口为夹紧工件,开口调节螺母的功能为调节活动扳手的开口大小。 本文使用 UG 软件进行 CAD 设计过程,活动扳手的主 要尺寸参数依据 GB/T4440-2008(见表 1) 进行设计, 扳手长度为 150mm。
活动扳手模型的创建, 需选择固定钳口为基体, 因该基体中包含了扳手模型的大部分结构特征。在固定钳 口各个特征中选择最能体现固定钳口轮廓的特征为主特 征,该主特征需放置于 XY 坐标平面(基准水平面)内 进行绘制 [6]。确定好主特征后,其余辅特征可以基于主 特征及其参考面进行绘制并叠加。通过 UG 软件分别建 立好固定钳口、活动钳口和开口调节螺母三个零件模型 后,新建装配文档,根据固定钳口、活动钳口和开口调 节螺母之间的相互装配关系,将各零件装配为一个整体(如图 1 所示),并输出为 STL 格式文件。
3 前处理过程
本 次 模 型 制 作 使 用 的 是 3D Systems Projet-5000 快速成型机, Projet-5000 快速成型机的前处理过程包 含模型布置、切片处理和设备检查三个步骤:模型布置 即布置模型的空间位置,需要将 STL 格式文件导入至 切片软件中,通过对具体模型分析,选择最合适的打印 位置进行放置,一般而言,需要将模型尽可能的平铺在 打印平台上,并将模型的较大平面朝下放置,以节省打 印时间和支撑材料;切片处理即对布置好的模型生成加 工数据,切片处理过程可以计算出模型的打印时间和材 料消耗;设备检查包含三个环节:首先,检查活动打印 平台是否平整,用手掌按压打印平台的四角以确认。其次,检查打印材料是否充足,材料不足需要更换增加 耗材 [7]。最后,检查废液收集装置是否堵塞,如果有堵 塞,需要及时清理,否则打印过程中设备无法排出废 液,设备容易损坏。
4 原型制作过程
原型制作过程即为模型打印过程。在原型制作前, 需要提前启动光固化快速成型设备系统,使得树脂材料 的温度达到预设的合理温度,激光器点燃后也需要一定的稳定时间 [8]。设备运转正常后,启动原型制作控制软 件,读入前处理过程生成的切片数据。原型制作过程 中, Projet-5000 快速成型机的激光扫描器在打印平台 上横向移动,有选择的在固定区域喷射聚合物树脂(成 型材料)和石蜡(支撑材料)。喷射的同时,紫外激光 束(UV 光)对聚合物树脂进行固化,石蜡则自然冷却 固化。当完成一层模型的扫描过程后,活动打印平台下 移一个分层高度,激光扫描器重复上述打印过程。叠层 制作完毕后,系统自动停止工作。
5 后处理过程
后处理过程包含冰柜冷冻、烘箱加热、油浴去蜡和 水浴去油四个步骤:第一步冰柜冷冻,将表面黏附有模 型的活动打印平台放置于冰柜里冷冻 20 分钟。该步骤 的作用为:利用不同材料受冷收缩率不同的原理,更方 便的将黏附在打印平台上的模型与打印平台分离;第二 步烘箱加热,将烘箱温度调节至 80℃,放入打印完成 的模型加热 20 分钟。该步骤的作用为:利用失蜡法将 支撑材料石蜡从成型材料上分离;第三步油浴去蜡,将 烘箱加热好的模型放入 60℃油浴锅中加热 20 分钟。目 的:进一步去除残留在模型表面孔槽处的石蜡;第四步 水浴去油,通过超声波水浴锅,对油浴处理后模型进行 超声清洗,以去除其表面的油渍。后处理过程完成后, 模型制作完成,效果图如图 2 所示。
6 总结
立体光固化工艺属于还原光聚合族的增材制造技工艺,是各类快速成型技术中综合性能最好的工艺之一。本文以活动扳手模型为例,从 CAD 设计、前处理、原型制作和后处理的模型制作流程出发,探索基于 UG 软件和 SLA 工艺的模型制作集成应用,快速精准地将活动扳手模型制作成型,其制作过程对同类模型的开发具有参考作用。
参考文献
[1] 蔺秀媛,闫小星,尹太玉.多功能卧具设计分析[J].艺术科技, 2019,32(7):33+35.
[2] 岳心怡,闫小星.基于人体工程学的红木养生家具的结构设 计[J].艺术科技,2019,32(8):35+37.
[3] 周吉颜,闫小星,彭文文.基于智能化理念的衣橱设计探究[J]. 艺术科技,2019,32(9):58.
[4] 马婧,徐伟,詹先旭.基于可成长性桌子的结构设计分析[J].家 具与室内装饰,2020(10):88-89.
[5] 吴双双,徐伟,詹先旭.实木桌椅拆装式结构分析与创新实践[J].家具与室内装饰,2020(7):120-122.
[6] 孙萌,刘祎.基于家具产品生命周期的生态设计研究[J].家具 与室内装饰,2019(6):74-76.
[7] 周云香,闫小星.基于增强几何图形认知能力的儿童家具设 计研究[J].艺术科技,2019,32(8):55.
[8] 王天野,郁舒兰,黄琼涛.基于Topsolid的美式家具产品库构 建及其标准件分析研究[J].家具,2019,40(3):18-22.
关注SCI论文创作发表,寻求SCI论文修改润色、SCI论文代发表等服务支撑,请锁定SCI论文网!
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/jisuanjilunwen/34761.html