摘要:随着换热器换热管和管板连接胀焊并用的设计越来越多,在管接头施工工艺顺序的选择上,需根据具体工况选择先焊后胀还是先胀后焊。然而,制造厂在制定管接头施工工艺时,无具体理论支撑,习惯依据经验,对所有换热器统一选择固定不变的胀焊施工顺序,导致部分换热器在服役过程中出现管接头泄漏。文章通过多年生产经验的积累,对两种施工顺序的优缺点进行分析,同时总结后焊对先胀的影响和后胀对先焊的影响,得出两种施工顺序的适用场合,为制定合理的管接头施工工艺提供依据。
关键词:换热器,管接头,先焊后胀,先胀后焊,残余应力
1概述
换热器是石油化工、食品、核电站等行业不可缺少的设备,管壳式换热器作为应用最广的换热器,其制造质量对企业生产稳定至关重要。管接头作为换热器的重要组成部分,其质量的好坏直接关系到换热器的整体性能。然而,管接头泄漏及其引发的管壳程介质串流腐蚀承压元件问题,已成为换热器常见的失效形式。一旦管接头出现泄漏,不仅会影响换热器的正常运行,更有可能对整个生产系统造成严重影响。石油炼化、煤化工等行业中,由于生产需求的连续性,静设备没有备用设备。一旦换热器发生故障,就会导致整个生产系统停产。为了尽快恢复生产,抢修过程中常常采用堵头堵漏的工艺进行临时修复。然而,这种修复方式并非长久之计,随着堵漏数量的不断增加,换热器的通流面积会逐渐减少,从而导致其换热性能大大降低,尤其是在多程换热器中,这种问题表现得更为严重。
因此,提高换热器的制造质量,确保其在使用过程中能够稳定运行,对保障企业的生产安全和提高经济效益具有重大意义。为了实现这一目标,需要对换热器的制造过程进行深入研究,特别是对管接头胀接和焊接施工顺序的优化进行探讨。通过科学合理的施工工艺和严格的质量控制,可以有效提高换热器的制造质量,减少管接头泄漏等问题的发生,从而确保换热器的长期稳定运行。
管接头制造质量是换热器制造过程中质量控制的重中之重。在换热器的构造中,换热管与管板的连接是确保设备稳定运行的关键环节。目前,行业内广泛采用的连接形式主要有胀接和焊接两种。胀接工艺又可以分为贴胀和强度胀,而焊接则包括密封焊和强度焊,不同的连接方式适用于不同的工况和需求。设计者根据换热器的具体设计条件,选择合适的连接方式,可能是单独的胀接或焊接,也可能是胀焊结合的复合连接形式。
随着我国工业的飞速发展,各行各业对产能的需求不断攀升,这也促使换热器朝着高压、高换热效率的方向发展。在这样的背景下,胀焊并用的管接头连接形式因其连接强度高、密封性好,得到了越来越广泛的应用。尽管胀焊并用的方式在理论上能够提升换热器的性能,但在实际操作中,关于管子与管板连接的施工工艺,尤其是胀接和焊接的先后顺序,众多换热器制造厂仍然主要依赖于经验进行决策。这种依赖经验的方式虽然在一定程度上能够解决问题,但缺乏科学依据,难以确保每次施工都能达到最佳效果。
因此,深入研究换热管与管板胀接和焊接的深层机理,根据具体设备的使用条件,科学选择施工工艺,就显得尤为重要。通过对胀接和焊接过程的精确控制,可以有效提高换热器管接头的制造质量,进而延长换热器的运行周期,提升设备的整体性能。这不仅有助于提高企业的生产效率,降低运营成本,更是对我国工业制造水平的一次全面提升。
2换热管与管板先胀后焊连接工艺
机械胀接法由于施工时需要加入润滑油,油污的渗入会严重影响后续管头焊接质量,这种工艺因施工人员的水平而对胀接质量产生不同程度影响。在2010年左右随着液压账管机的普及,已经很少有制造厂使用机械胀接法。液压胀管由于不使用润滑剂,采用橡胶管充入高压液压油进行胀管,避免了油污和铁离子对管接头的污染。
2.1良好的换热管与管板孔同轴度
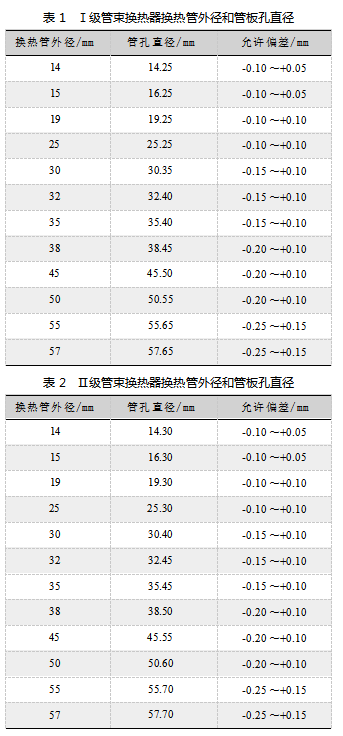
根据换热管外径的不同,换热管与管板孔之间有0.25~0.70 mm的间隙,如表1和表2所示[1]。液压胀管施工过程中,管子轴向受力均匀,可以获得换热管与管板孔较好的同轴度,为后续管接头的焊接提供了均匀的焊缝间隙,有助于提升管接头焊接质量,这是先胀后焊的一大优点。
2.2胀接残留油污降低焊接质量
液压胀管工艺相较于传统的机械胀管方式,无需额外添加润滑剂。这一特点不仅简化了施工流程,还避免了因润滑剂使用可能带来的诸多问题。液压胀管机在工作时,尽管不使用润滑剂,但液压液本身仍有可能对管接头造成一定程度的污染。液压胀管机在胀管过程中,高压液压油会不可避免地与管接头接触。油污对焊接质量的影响不容忽视,不仅会降低焊接接头的强度,还可能导致焊接过程中产生裂纹、气孔、夹渣等缺陷,进而影响到换热器的整体性能和使用寿命。特别是对于低合金钢和有色金属换热管,由于这些材料的特殊性,残留油污对焊接质量的影响更加显著。因此,在进行液压胀管后,必须严格进行管接头清洗工作,确保无油污残留,以保证后续焊接施工的质量。
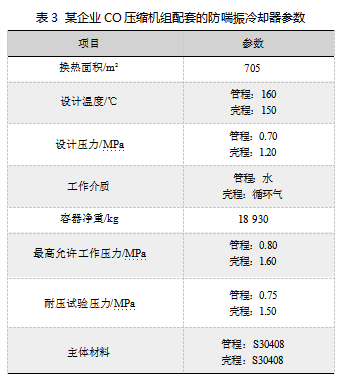
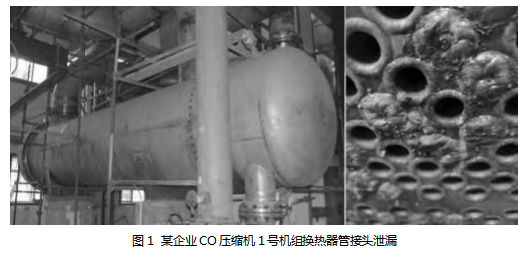
某企业3台CO压缩机组配套的防喘振冷却器,3台防喘振冷却器由同一设计院设计,选材、结构、使用工况相同,由同一制造厂同一时期制造,设备参数如表3所示。使用过程中2、3号机组的防喘振冷却器运行较为平稳,1号机组运行一年后频繁出现管接头泄漏,如图1所示。由于反复泄漏,影响生产,经多次修复管头堵漏数量多,影响换热效率,最终在大修期间更换了新的管束。在事故分析会上,生产、维修等技术人员一致认为造成1号机组防喘振冷却器频繁泄漏的原因为制造质量不过关。管接头在制造过程中,仅对管接头焊缝做表面着色检验,所以焊缝内部缺陷不在检验范围内,因此这台换热器在运行一段时间后,焊缝内部缺陷才暴露出来,导致泄漏。
2.3不胀段换热管与管板孔间隙中封闭气体影响焊接质量
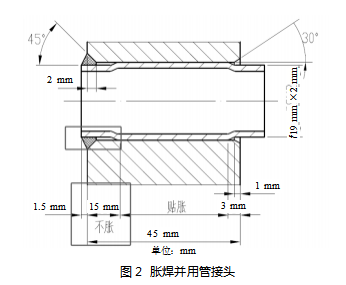
换热管与管板连接采用胀焊并用时,有15 mm长的一段不胀段,如图2所示。在管接头焊接收弧时不胀段换热管与管板孔间隙中封闭空气会导致焊缝出现气孔,造成焊接缺陷。
2.4焊接对胀接残余接触应力的影响
管接头胀接的质量和换热管与管板孔残余接触应力有关。液压胀管使换热管发生塑性变形,而管板发生弹性变形。胀管完成卸载橡胶管内压力后,管板弹性恢复要比换热管大,由此产生残余接触应力,换热管和管板紧紧连接。现有研究表明,胀接压力在180 MPa,能获得最大的残余接触应力与胀接压力的比率,胀接压力在180 MPa后继续提高,虽然能获得较大的残余接触应力,但是残余接触应力与胀接压力的比率会下降,胀接效率降低[2]。先胀后焊焊接完成后存在焊接残余压缩变形,引起离焊缝近的胀接区域换热管收缩,减小换热管和管板残余接触应力,降低胀接质量。王海峰等[3]研究结果显示在不胀段长度选取15 mm时,换热管和管板胀接残余接触应力削减最少(50%左右),对较薄的管板,由于胀接长度有限,由焊接带来的胀接残余接触应力减小将显著影响管接头连接强度,先胀后焊不适用较薄管板的使用,在采用强度焊+贴胀时,焊接对胀接残余接触应力的影响将更大。
3换热管与管板先焊后胀连接工艺
先焊后胀可以降低先胀后焊焊缝产生的气孔,还可避免胀管带来的污染。但是先焊后胀也有以下几方面的缺点。
3.1换热管轴线和管板管孔轴线偏心对焊接和胀接质量的影响
换热器管板和折流板上管孔的加工存在误差,管束拉杆整体存在较大挠性,换热管穿好后存在应力,这一点从穿管过程中阻力能明显感觉到。所以在管束穿管后,管子和管板孔是偏心的,换热管外壁和管孔之间间隙不均匀,使得管接头焊缝焊接残余应力不均匀。胀接残余接触应力也会由于间隙不均匀而分布不同,间隙小的一侧会存在胀接不到位,间隙大的一侧会存在过胀或撕裂管壁的问题。尤其是塑性变形范围窄、屈服强度高的钛等材料,管壁单侧胀裂更容易产生。
3.2焊后过热区硬度提高,降低胀接强度
焊接过程中产生的高温对换热管接头产生了显著影响。在焊接完成后,靠近焊缝一侧的换热管接头硬度会提高。因此,同样的胀接压力下,过热区的换热管接头无法获得足够的胀接残余应力,导致管接头连接强度达不到设计要求,存在潜在的泄漏风险。
此外,胀接施工过程中还面临着另一个问题。在换热管靠近管接头焊缝侧,由于焊接牵制,该区域并非处于自由状态。焊缝对换热管的牵制作用会导致胀接不到位,不仅会降低胀接质量,还可能影响到整个换热器的性能和使用寿命。
因此,在进行换热管接头的胀接和焊接施工时,需要充分考虑焊接对换热管接头硬度的影响以及焊缝对胀接施工的牵制作用。通过优化施工工艺和参数,确保胀接和焊接质量,从而提高换热器的整体性能和可靠性。
3.3胀接对焊缝影响
胀接施工后,换热管轴向收缩、径向变形,对管接头焊缝产生影响。不胀段长度选取不同,胀接对焊缝产生的影响不同。随着不胀段增加,焊接米塞斯应力由大减小,减到一定值后,不胀段长度继续增加,米塞斯应力会出现先增加再减小的波动[4],所以不胀段长度存在一个值使得焊缝米塞斯应力在最低值,这一长度普遍小于GB/T 151—2014《热交换器》规定的15 mm,对不同管束,取值也不同。
4换热器管接头的其他施工工艺
无论是选择先焊后胀还是先胀后焊的施工顺序,都无法完全避免后续工序对前一工序连接质量的影响。对工况苛刻的设备,其对管结构连接质量的要求更为严格。为了解决这个问题,使用了初胀+焊+复胀的施工工艺。这种工艺首先通过初胀对换热管进行初步的连接,然后再进行焊接,最后再通过复胀对焊接后的接头进行进一步的强化和修正。通过这种组合式的处理方式,可以有效地提高管接头的连接质量,确保设备在苛刻工况下的稳定运行。
值得一提的是,初胀+焊+复胀的工艺已经在高空台排气冷却装置等设备上得到了很好的应用效果[5]。然而,这种工艺其初胀和复胀的参数需要根据不同设备的具体工况和要求进行具体工艺设计。这意味着每一次应用都需要进行大量的工艺研究和试验工作,因此这种工艺难以普及。尽管如此,对那些对连接质量有极高要求的设备来说,这种工艺无疑是一种值得尝试和探索的有效方法在核工业和电站设备上有少量使用内孔焊的连接方式用于管接头连接。与传统的焊接和胀接工艺相比,内孔焊施工工艺具有优良的抗疲劳性能,能够抵抗长期运行中的疲劳损伤,还具备出色的抗应力、腐蚀能力,能够在恶劣的工作环境下保持稳定的性能。此外,内孔焊还能承受高温高压等极端条件,为核工业和电站设备的稳定运行提供了可靠的保障。然而,内孔焊施工工艺也存在一些不可忽视的缺点:(1)其施工过程相对复杂,需要专门的焊接设备和熟练的操作技能。这使得施工成本相对较高,并且对施工人员的技能要求也较为严格;(2)一旦内孔焊出现泄漏问题,由于接头处于管道内部,难以直接观察和操作,维修起来十分困难。
基于以上原因,内孔焊在核工业和电站设备领域的应用相对较少。尽管如此,在一些特定的场合下,如需要承受极端工作条件或要求极高可靠性的设备中,内孔焊仍然是一种值得考虑的管接头连接方式,随着技术的不断进步和工艺的改进,相信未来内孔焊在更多领域的应用将会得到拓展。
5结语
要克服先胀后焊胀管残留油污和密封气体对焊接质量的影响,就需要合适的焊接工艺和严格施工质量控制手段。一方面,随着焊接设备和焊接工艺的不断发展,采用合适的焊接工艺已经能够解决先胀后焊焊接过程中产生的气孔。同时施工过程中使用丙酮清洗等方法也能够清理掉胀管残留的油污,达到管接头优良的清洁度,提升先胀后焊的管接头连接质量。另一方面,随着我国换热器制造厂管理水平的提升,质量控制制度更加完善,施工人员能够严格按照工艺卡进行施工,保证施工质量,使先胀后焊的管接头施工质量大幅提高。但焊接对胀接残余接触应力的减弱仍不可忽略。所以在选择先胀后焊的施工工艺时,需针对换热管和管板的材料、尺寸、使用工况的不同,选择合适的不胀段长度,最大限度降低焊接对胀接残余接触应力的减小。对中薄厚度的管板和强度焊+密封焊的场合这种工艺不适用。先焊后胀施工工艺中管子和管板孔偏心、焊后过热区使得管子硬度提高的缺点客观存在。通过选取合适的不胀段长度可以降低胀接对管接头焊缝的影响。陈永宁[6]通过对不同管接头连接施工工艺的拉脱力进行了实验,得出先焊后胀比先胀后焊管接头的拉脱力要大。本文认为先焊后胀能够有效降低焊缝缺陷,在同样情况下,先焊后胀能够获得更大连接强度。
参考文献:
[1]国家质量监督检验检疫总局,中国国家标准化管理委员会.热交换器:GB/T 151—2014[S].北京:国家质量监督检验检疫总局,中国国家标准化管理委员会,2015.
[2]马睿,刘季敏,丁丽佳.焊接对管头与管板间的胀接连接的影响的讨论[J].中国化工装备,2012(3):41-44.
[3]王海峰,马凤丽,桑芝富.先胀后焊连接中焊接对胀接连接强度的影响[J].压力容器,2010(16):13-20.
[4]王海峰,桑芝富.先焊后胀连接中胀接对焊缝区应力的影响[J].石油机械,2009,37(4):38-41.
[5]蒋登银,补学东.排气冷却器装置胀、焊、胀工艺及其应力研究[J].四川建筑科学研究,1991(1):8-16,45.
[6]陈永宁.管子与管板先胀后焊与先焊后胀的工艺性能比较[J].压力容器,1986,3(1):37-42.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/guanlilunwen/80113.html