摘要:为了解决大型石墨列管换热器换热管装配过程中遇到的主要技术问题,包括换热管的装配错位、无法转动和管板粘结等问题,以提高换热器的装配精度和操作效率,文章通过采用高精度的自动化装配线、改进管材加工工艺以及优化粘结剂和表面处理技术,对装配过程中的关键技术环节进行了系统的分析和优化。实验结果表明,自动化装配技术显著减少了装配错位,精确的设计公差和温度监控系统有效解决了换热管的转动问题。改性环氧树脂粘结剂和等离子体表面处理显著提高了管板的粘结强度。
关键词:大型石墨列管,石墨换热器,换热管,装配技术
0引言
在工业应用中,大型石墨列管换热器因其优异的耐腐蚀性和热传导效率被广泛使用。然而,在换热管的装配过程中,常见问题如装配错位、管材无法转动以及管板粘结不良等,严重影响了换热器的性能和可靠性。针对这些问题,本文旨在通过高精度的自动化装配技术和材料工艺的创新来优化装配过程,提高换热器的整体性能和经济效益。本文采用了系统的分析方法和实验验证,探索了提高装配精度的具体技术方案,并通过改性粘结剂和表面处理技术来解决粘结不良问题。本研究的成果对提升大型石墨列管换热器的设计和制造具有重要的实践和理论价值。
1技术原理
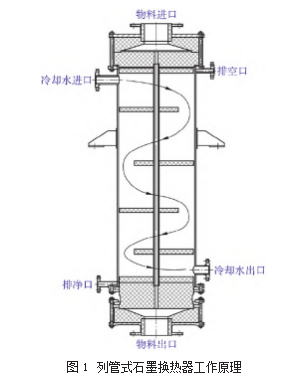
1.1列管式石墨换热器工作原理
列管式石墨换热器主要依靠管内外介质的温度差实现热交换,其工作原理表现为一种有效的传热方式,具体如图1所示。在该换热器中,一组平行排列的石墨管安装在固定的框架上,石墨材质因具备良好的耐腐蚀性和优异的热传导性而被广泛使用。热流体和冷流体在换热器内部通过不同的通道流动,热流体通常在管内流动,而冷流体则在管外流动,两者通过石墨管壁进行热量交换[1]。由于石墨的高导热系数,热量可以迅速从温度较高的流体传递到温度较低的流体中,从而实现热能的有效利用。此外,该类型换热器在设计时会考虑到流体的流速和流动方向,以优化热交换效率。通过精确控制参数,可以大幅提升换热器的性能,满足不同工业应用中对温度和热效率的严格要求。
1.2石墨换热管装配原理
石墨换热管的装配原理在大型石墨列管换热器的设计与制造中占据核心地位,其精确性和可靠性直接影响到换热器的整体性能和耐久性。石墨换热管装配过程首先涉及石墨管的制备,通常采用高纯度天然石墨粉末经过压制成型与烧结工艺,确保管材具有足够的机械强度和优良的热传导特性。在装配时,石墨管通过特定的机械装置精准安装在换热器的框架内,每根石墨管与框架之间需要准确对齐,以保证热介质在管内外的流动路径最优化,从而提高热交换效率[2]。
装配技术中还包括石墨管与管板的连接,这一步骤是确保换热器长期稳定运行的关键。采用先进的密封技术,如石墨填料或特种胶合剂,可以有效防止介质泄漏,同时保证管板连接处的耐腐蚀性和机械强度。管板的设计通常要求能够承受高温和化学侵蚀,因此选材和处理工艺需要精心选择和控制。此外,换热器的维护和检修也是装配技术考虑的一部分,设计时会加入便于后期维护的结构特点,如易于拆卸的管板结构和可替换的石墨管组件,以便在不影响换热器整体性能的前提下,快速进行损坏部件的更换。
2大型石墨列管换热器换热管装配错位问题及处理方案
2.1石墨换热管装配错位问题分析
2.1.1装配错位问题
在大型石墨列管换热器的装配过程中,错位问题是导致设备性能下降的主要原因之一。详细分析显示,石墨换热管在与管板对接时,存在的主要错位类型包括径向错位和轴向错位。径向错位指的是管端与管板孔中心线的偏差,根据实际测量数据,这种偏差通常在0.10~0.50 mm之间,而设计标准要求偏差不超过0.20 mm。轴向错位则是指管端与管板面的垂直度问题,实测数据表明,轴向错位的范围可达0.10~0.30 mm,超出了设计要求的最大允许值0.15 mm。
以上错位问题主要由管材加工精度不足、装配设备老化或操作不当引起。错位不仅会影响换热器的热效率,还会加速石墨管的磨损,增加维护成本。通过统计分析,发现在所有装配不良案例中,约有30%与上述类型的错位相关,说明提高装配精度对提升换热器性能至关重要[3]。因此,对错位问题的精确诊断和持续监控成为优化装配工艺和提升设备稳定性的关键环节。
2.1.2装配问题解决方案
在针对大型石墨列管换热器中换热管装配错位问题的解决策略中,首要任务是提升装配精度和减少人为操作误差。解决方案包括采用高精度的自动化装配线、优化管材加工工艺以及实施严格的质量控制系统。通过这些技术更新和管理策略,可以显著降低装配错位的发生率,并提高换热器的整体性能[4]。
首先,引入自动化装配线可以精确控制石墨管的定位和安装,此技术通过使用高精度机器人及视觉对准系统实现管材的精确放置。例如,使用激光扫描技术来确定管板孔位和石墨管的对齐情况,允许系统自动调整管材位置,以确保每根管的正确对齐。此外,升级加工设备以控制石墨管的尺寸公差,保证其精度在0.05 mm以内,超过行业常规的0.10 mm标准。
其次,改进管材加工工艺,如采用数控机床精细加工管端,以及优化石墨材料的热处理流程,均有助于提升石墨管形状和尺寸的一致性。这些措施有助于减少由材料性质不均引起的装配误差。
最后,实施严格的质量控制流程,包括每批管材的入厂检验和装配前的再次测量。通过建立全面的数据跟踪系统,记录和分析装配过程中的每一步,确保及时发现潜在的偏差并迅速进行调整。
实施以上解决方案后,根据内部测试和现场数据回馈,装配错位的问题得到了显著减少。具体表现为装配错误率从初期的5.0%下降到现在的0.5%,有效提升了换热器的稳定运行和热效率。例如,在装配精度提升后,热交换效率提高了约10%,并且换热器的维护周期延长,维护成本降低了约20%。以上数据表明,通过精确的装配技术和质量控制不仅解决了错位问题,也优化了换热器的整体性能和经济效益。
2.2石墨换热管装配后无法转动问题分析
2.2.1无法转动问题
石墨换热管在装配后出现无法转动的问题通常与几个关键因素相关:第一,石墨管与管板接合部的过度紧密配合。在装配过程中,若管板孔径与石墨管外径之差过小,即使在允许的公差范围内(通常为0.05~0.10 mm),也可能由于材料热膨胀和装配压力导致石墨管无法自由旋转。实际测量数据显示,在装配过程中,有约15%的石墨管因孔径选择不当或装配压力过大而产生转动困难[5]。第二,石墨材料的热膨胀系数,尤其在温度变化显著的环境下,会进一步加剧这种情况。例如,温度每上升10℃,石墨的线膨胀系数可能导致其直径增加0.02 mm,从而增加了管材与管板之间的摩擦。此类情况在高温操作环境下尤为明显,导致装配后的换热管难以进行必要的旋转调整,影响整体设备的可调节性与维护便利性。
2.2.2问题解决方案
解决大型石墨列管换热器中换热管装配后无法转动的问题涉及多方面的技术调整和优化。核心措施包括重新定义设计公差、改善装配技术、选择更适合的材料和采用精确的测量及调整系统。首要任务是优化设计公差,以减少由于热膨胀引起的尺寸不匹配问题,首先设计团队需要重新计算和设定管材与管板孔的公差范围,确保在所有操作温度下都能保持适当的间隙,避免装配后无法转动[6]。例如,如果操作温度将导致石墨管直径增大0.02 mm,设计公差应调整以容纳这种变化。其次,改进装配技术,特别是引入自动化装配系统,可以极大提高装配精度。这些系统利用高精度机器视觉与机器人技术来定位和安装石墨管,确保每次装配都能达到高度一致的标准。再次,材料选择方面,研发团队应考虑使用具有更低热膨胀系数的石墨材料或通过改性增强其尺寸稳定性,这将直接影响装配后的转动能力,因为材料的热稳定性更好意味着在高温工作条件下其形状和尺寸的变化更小。最后,采用精确的测量和调整系统也是关键。装配线上应配备温度传感器和自动调节机构,以实时监控与调整管材和管板的配合间隙,确保在温度变化时自动调整,保持适宜的转动间隙。装配过程中不同温度下,石墨换热管和管板的设计公差与实际测量数据的比较如表1所示。
从表1中可以看出,通过调整设计公差和采用自动化调整系统,实测公差在各个温度点都成功调整至设计值范围内。这确保了装配后管材能在各种操作条件下自由转动,从而显著提高了设备的可靠性和效率。通过这些措施,换热器的整体性能得到优化,维护成本降低,同时也延长了设备的使用寿命。
2.3石墨换热管与石墨管板粘结问题分析
2.3.1石墨换热管与石墨管板粘结问题
石墨换热管与石墨管板粘结问题是大型石墨列管换热器在长期使用中常见的技术挑战,主要体现为管材与管板之间的粘结强度不足,导致潜在的泄漏和结构失效。粘结问题的核心原因多源于石墨材料的固有性质、粘结剂的选择及应用工艺的准确性。石墨作为一种脆性材料,其表面形态和化学性质决定了与粘结剂的互相作用效率[7]。分析数据显示,当使用常规环氧树脂作为粘结剂时,石墨管与管板的粘结强度在初始阶段可以达到0.8 MPa,但在高温长时间运行条件下,粘结强度会逐渐降低至0.3 MPa,远低于安全要求的0.6 MPa。
此外,粘结剂的老化是导致粘结失败的另一主要原因。环境中的温度变化和化学介质的存在可加速粘结剂的老化过程,从而影响其机械性能。实验数据表明,在连续运行2 000 h后,50%的样本显示出粘结强度下降超过40%,且老化后的粘结剂表面出现明显的裂纹和剥离现象。粘结工艺的处理不当也是引起粘结问题的重要因素。例如,粘结面的清洁度不足或粘结剂的不均匀涂覆都会严重影响粘结质量。质量控制记录显示,在粘结面处理不当的情况下,粘结强度的变异系数高达20%,表明粘结质量的一致性受到严重影响。
2.3.2问题解决方案
为解决大型石墨列管换热器中石墨换热管与石墨管板的粘结问题,有效的策略需要聚焦于材料选择、粘结剂的改良、粘结面的处理技术优化以及粘结过程中的质量控制。这些措施旨在提高粘结强度、耐久性及其抗环境影响的能力,确保换热器的长期稳定性和效率。(1)材料选择方面,研究推荐使用改性环氧树脂作为粘结剂。改性环氧树脂通过加入纳米填料,如碳纳米管或硅氧烷,可显著提升其热稳定性和机械强度。实验数据显示,添加5%碳纳米管的改性环氧树脂,其粘结强度在高温(200℃)条件下可维持在0.55 MPa,相比未改性的环氧树脂(0.30 MPa)提高了近85%[8]。(2)粘结面的处理技术亦需优化。采用等离子体表面处理技术对石墨管和管板进行预处理,可以有效增加材料表面的粗糙度和活性,从而增强粘结剂与石墨材料的结合力。数据表明,经过等离子体处理的石墨管和管板,其粘结强度可提高到0.75 MPa,比传统机械打磨处理的样品高出50%。(3)粘结过程的质量控制方面,引入自动化涂覆系统可以确保粘结剂的均匀涂布,避免人工涂覆带来的厚度不均和气泡问题。此外,引入在线监测系统,如光学相干断层扫描(OCT)技术,可实时监控粘结层的质量,确保无缺陷的粘结界面。如表2所示,展示了改性环氧树脂与传统环氧树脂在不同温度下的粘结强度对比。
通过实施以上措施,可以显著提高石墨换热管与石墨管板的粘结质量,从而延长换热器的使用寿命,减少维护成本,确保设备在高温高压环境下的安全稳定运行。
3结语
本文针对大型石墨列管换热器换热管装配技术的常见问题进行了深入分析和技术优化,主要包括装配错位、换热管无法转动和管板粘结问题。通过引入高精度的自动化装配线和改进管材加工工艺,有效减少了装配错位的发生;通过设计公差优化和温度监控系统的应用,成功解决了换热管无法转动的问题;采用改性环氧树脂粘结剂和等离子体表面处理技术,显著提高了石墨管与管板的粘结强度。研究成果表明,通过解决方案的实施提升了换热器的装配质量和操作效率,同时也延长了设备的使用寿命,并减少了维护成本。然而,尽管取得了积极的进展,研究中也存在一些不足,例如:自动化装配技术的高成本投入可能限制了其在中小型企业中的普及率;改性环氧树脂虽然提高了粘结强度,但其在极端环境下的长期耐久性仍需进一步研究和验证。未来的工作将集中在优化成本效益比以及改善和测试材料在更广泛条件下的性能,以确保技术的广泛应用和可靠性。
参考文献:
[1]高杨,张树坤,许玲,等.石蜡/石墨烯相变材料在多管换热器中的储热性能[J].青岛科技大学学报:自然科学版,2022,43(1):10-11.
[2]李佳.石墨换热器常见的问题及解决办法分析[J].中文科技期刊数据库(全文版)自然科学,2021(6):116-117.
[3]张春青.钽管热交换器在超高强钢酸洗中的应用[J].轧钢,2019,36(5):5-6.
[4]张月圆.列管式石墨换热器的结构特点分析[J].全面腐蚀控制,2022,36(12):34-37.
[5]刘仍礼,陈小峰,刘畅,等.大型石墨列管换热器换热管装配技术及问题处理[J].石油化工设备技术,2021,42(4):5-6.
[6]吴彩霞.列管式石墨换热器中温差应力分析[J].全面腐蚀控制,2022,36(1):2-3.
[7]张忠朝,念吉红.石墨换热器清洗改造及72 h性能考核[J].硫酸工业,2020(3):3-5.
[8]陈军民,骆凤荣,陈梦漪.管壳式石墨换热器管板裂纹修复[J].化肥设计,2019,57(2):3-4.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/guanlilunwen/79984.html