摘要:罗茨鼓风机的主要工作原理是空气经过气消声器进入罗茨鼓风机,机壳内布置主动、从动2个平行转子,其叶轮外形近似为“8”字,转子圆周相位差90°,叶轮之间要保证一定的啮合间隙,2个转子同步转动且转向相反,在叶轮和机壳的作用下,气体不断压缩由上部入口不断输送到底部出气口完成1个工作流程。为此,文章介绍了大连石化聚丙烯装置内的双叶罗茨风机结构特点,根据结构特点阐述了检修关键点的施工方法及施工的原因,并介绍了该类型风机平时运行过程中的故障及处理措施。
关键词:双叶罗茨风机,结构特点,检修关键点,故障处理
1双叶罗茨风机结构特点
1.1双叶罗茨风机工作原理
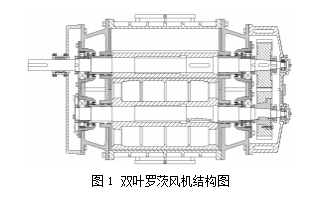
罗茨鼓风机的类型为容积式风机,其主要工作原理是空气经过气消声器进入罗茨鼓风机,机壳内布置主动、从动2个平行转子,其叶轮外形近似为“8”字,转子圆周相位差90°。叶轮之间要保证一定的啮合间隙,2个转子同步转动且转向相反,在叶轮和机壳的作用下,气体不断压缩由上部入口不断输送到底部出气口,如图1所示[1]。
1.2双叶罗茨风机重点部件介绍
1.2.1叶轮部件说明
罗茨鼓风机的两转子型线互为共轭曲线。对型线的选择要求面积利用系数尽可能大;转子具有良好的几何对称性,运转平稳,噪声低,互换性好;齿型有足够的刚度;常用的型线有圆弧型、圆弧-渐开线型、摆线型3种形式[2]。
1.2.2同步齿轮结构说明
如图1中同步齿轮部分所示,主动齿轮和从动齿轮内孔与轴均采用锥面配合,并且内孔与轴使用传动键传动。其中从动轴齿轮自身采用分体结构,通过紧固螺栓将从动齿套和锥套分体结构紧密压合。其中从动齿轮采用分体结构目的是为了微量调整从动齿轮与轴沿圆周方向的相对位置,通过调整从动齿轮进而可以调整叶轮与叶轮的啮合间隙。
1.2.3气封及油封结构说明
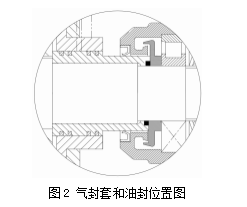
如图2所示,设置转子气封目的防止风机运行时候,风机输送介质沿轴向泄漏。转子气封部件主要采用迷宫密封形式。通常采用2种类型的密封形式:一种为直通型,一种为错列型。直通型迷宫密封依靠槽或带齿的轴,与配合孔组成迷宫密封,其结构简单但是泄漏量较大。错列型密封方式依靠迷宫槽和涨圈,交叉安放,组成迷宫,密封效果良好。根据使用的要求以及介质的压力,2种形式的密封在罗茨风机中都有应用。
如图2所示,在支撑轴承体后安装有骨架油封,骨架油封一般采用TC型骨架密封,材质为氟橡胶。设置骨架密封的目的是防止轴承箱体内的润滑油沿轴向机壳内泄漏。
1.2.4轴承结构说明
如图1所示,罗茨风机转子采用平行轴布置,每个转轴由2个支撑轴承和1个定位轴承组成。其中支撑轴承一般采用NU型圆柱滚子轴承,定位轴承一般采用6系列的深沟球轴承,起到轴向定位作用。需要注意的是,由于在同一根转子上布置了3个轴承,在设计上存在过定位的情况。因此定位轴承仅起到轴向定位作用,径向方向轴承与轴承盒存在1 mm左右的径向间隙,避免由于定位偏差造成转子变形。因而此处需要重点关注,有时非驱动的轴承箱体和墙板出厂时同心度不良,原配定位销子起不到良好定位效果,造成定位轴承和轴承盒径向偏心过大,甚至定位轴承和轴承盒存在接触情况,这时候容易造成振动增加,建议重新调整定位。
2双叶罗茨风机检修关键点
2.1叶轮与壳体间隙说明
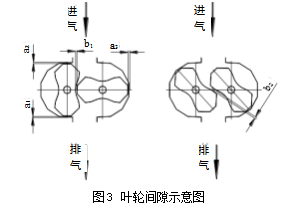
如图3所示,叶轮-机壳间隙(a 1、a2、a3)的调整,是通过壳体与墙板的止口配合定位的,无需调整。但是要注意,由于此处为精密配合,在安装过程中切不可损伤其定位止口。虽然止口已经定位,但是每次检查要测量这几处间隙,防止由于止口损伤造成定位不准确,进而造成间隙偏离标准范围。一旦检查间隙出现偏差,要重新更换备件或者修复定位止口。
2.2叶轮与墙板轴间隙调整
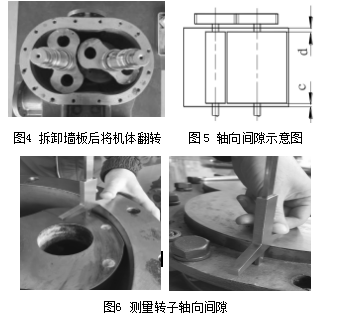
如图4~图6所示,叶轮-墙板侧轴向间隙(c、d)调整步骤:(1)风机箱体竖直平放在专用支架上,安装驱动侧的墙板,回装墙板和壳体的连接螺栓。(2)将安装墙板的风机箱体翻转90°,放在专用支架上,从上方用吊车配合手拉葫芦将风机的一对转子穿入。(3)初步测量并调整转子的轴向位置,并测量转子在箱体内的轴向总间隙(c+d)是否在标准范围之内,如果总间隙(c+d)间隙超差,可以通过增加或减少风机墙板垫片厚度的方法进行调整。(4)再通过调整定位轴承座垫片厚度,分配c处和d处的间隙大小。
2.3叶轮与叶轮啮合间隙调整
如图3所示,叶轮-叶轮间隙(b 1、b2)的调整:首先将从动轴齿轮安装到轴上,注意此时齿轮轴向锁紧螺栓稍微紧固,不要全部紧固到位。盘动转子,开始时有可能存在转子叶轮干涉的情况,使用木方轻轻敲击从动轴转子,让转子顺利转动且不发生干涉。然后使用塞尺测量叶轮与叶轮之间的啮合的间隙,根据间隙的大小,沿圆周方向调整齿圈,逐渐改变从动轴齿轮和从动轴的相对位置,直到叶轮啮合的啮合间隙符合标准为止。最终要使用1 m长塞尺沿叶轮啮合方向将塞尺塞入叶轮之间,然后缓慢盘车,如果叶轮啮合间隙合适,用手可以拉住塞尺不被卷入,且盘车顺利。如果感觉塞尺有被较大拉力卷入,则此时间隙还未完全调整合适。
2.4齿轮安装调整说明
2.4.1同步齿轮拆装要点
拆卸齿轮时,以轴头端面为基准,分别测量轴头端面到从动齿轮锥套端面的距离,由于齿轮与轴采用锥面配合,所以了解拆卸时候的轴向进给量对于回装和故障判断是有参考意义。
在齿轮啮合位置做好回装标记。目视检查同步齿轮的啮合磨损情况。用压铅法、打表法检查啮合间隙。使用表面涂红丹的方法检查啮合接触面积。注意检查将齿轮锁紧螺母松开4~6扣,用顶丝顶出齿轮。因为齿轮内孔为锥面配合,配合松动后齿轮会轴向弹出,所以锁紧螺母必须按照要求安装,使用涂红丹方法检查齿轮内孔锥面与轴的接触面积是否满足要求。
2.4.2齿侧间隙说明
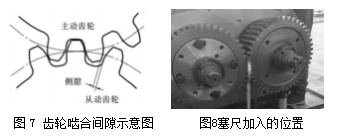
如图7所示,齿轮侧间隙的位置应为:当传动齿轮一齿面与被传动齿完全贴合后,另一侧有间隙。预留齿侧间隙,一方面为了形成一定空间起到存贮润滑油的作用;另一方面齿轮啮合摩擦的热量会出现齿轮热膨胀,啮合间隙变小的情况。故预留间隙要既保证啮合精度,同时不能由于热膨胀造成齿轮卡死。
由于齿轮侧间隙存在,在调整叶轮与叶轮啮合间隙时,应消除齿轮侧间隙对其的影响。因为如果齿轮侧间隙没有固定在啮合位置,此时调整的叶轮与叶轮啮合间隙很可能是1个假值,当风机提高载荷时候,齿轮传动啮合紧密后,叶轮可能会出现碰撞可能,影响很大。故在调整叶轮啮合间隙时,需要使用塞尺将齿轮啮合侧间隙塞死,保证齿轮在运行时啮合位置,再去调整叶轮啮合间隙。如图8所示,注意使用塞尺时候,塞尺位置一定不要垫错位置,一定要让塞尺垫在齿轮的非接触齿面上,让啮合齿面充分接触[3]。
2.5轴承相关部件检查
2.5.1支撑轴承回装时注意事项
支撑轴承内环需要加热安装,安装为了保证确实安装到位,建议首先安装轴承锁紧螺母,当轴承冷却后,拆卸锁紧螺母。待轴承体安装至箱体后,回装支撑轴承止动垫片然后重新安装锁紧螺母。支撑轴承内环回装后,内环必须靠到轴肩上,安装后要复测轴向尺寸,判断是否安装到位。
注意支撑轴承要先安装到支撑轴承盒内。支撑轴承外环和轴承体安装一般采用压入方法,注意一般支撑轴承外圈尺寸较大,不可强行砸入,建议使用压力机将外环及滚动体一同压入轴承体内。然后将支撑轴承盒及轴承垂直地面安装到风机墙板上。这样做首先可以保证安装对正,不容易损伤轴承。如果先安装轴承盒再安装支撑轴承,轴承外环和滚珠都产生阻力,如果外环配合间隙很小,安装会更加困难。通常情况,先安装驱动侧,驱动侧支撑轴承安装完毕后,再使用手拉葫芦将风机翻转180°让风机另一面向上,再安装非驱动侧的支撑轴承及轴承盒。这样安装完非驱动端支撑轴承后,可以继续安装同步齿轮。
2.5.2轴承体检查
首先要用清洗剂将轴承座内部清洗干净,使用风枪将轴承座内部吹扫干净,检查各部油孔畅通干净。其次使用面团将内部沾净(面团软硬适中不掉渣又不沾)。再次用风枪吹扫干净,用手摸各部,内部干净无异物。检查确认轴承座内部的清洁度合格。最后还需检查轴承外环与轴承座径向配合部位是否有磨损,有无跑套现象。必要时候,着色探伤检查轴承座内外表面有无裂纹现象。
2.5.3定位轴承盒安装说明
注意定位轴承只能起到轴向定位作用,并不能起到径向定位作用。故拆卸时候要使用塞尺检查定位轴承的径向间隙,如果径向间隙太小或者定位轴承外环已经和定位轴承盒接触上,需要加工定位轴承盒,保证径向间隙[4]。另外要注意的是,定位轴承的外环与轴承压盖是不能留有轴向间隙的,否则会影响转子与墙板的轴向间隙,严重时候会发生转子与墙板的磨蹭。
2.6密封部件注意事项
2.6.1叶轮型线部位密封
罗茨鼓风机的两转子型线互为共轭曲线,其间隙密封是依靠叶轮与叶轮之间的间隙保证的。由于叶轮与叶轮间隙较小,输送介质中杂质含量要少,且颗粒最大不能超过叶轮啮合间隙。一般转子出厂时候会有耐磨防腐的涂层,长时间使用涂层消耗掉后效率会有所下降。另外在进行叶轮动平衡检查时候,切不可通过打磨型线的方法去重,否则影响型线部位的密封,效率将会永久性下降,应该通过叶轮侧面钻孔去重。
2.6.2气封衬套密封注意事项
应该重点检查气封套与墙板的径向间隙,如果是涨圈式密封,还要检查涨圈在槽内的间隙和开口间隙。还要注意的是气封套与轴是否存在配合关系的,若间隙过大会导致轴套在径向不定位,可能会导致泄漏,严重时会发生磨蹭。
2.6.3骨架密封注意事项
罗茨风机骨架密封尺寸较大,如长沙鼓风机厂的RF型罗茨风机,通常骨架密封大小有φ115 mm×φ140 mm×14 mm和φ160 mm×φ190 mm×15 mm几种,大尺寸骨架密封与密封腔体过盈量较大。
建议根据罗茨风机所需骨架密封的尺寸,加工非金属材料工装,根据通过均匀施压将骨架密封安装至密封腔内。注意切不可单侧锤击安装,这样容易损伤骨架密封的金属骨架,严重会造成骨架密封报废。
2.6.4机械密封注意事项
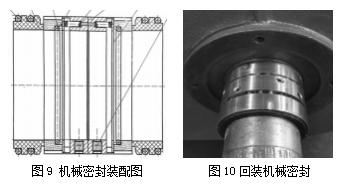
如图9和图10所示,采用机械密封作为轴封的罗茨风机一般采用双端面背靠背类型机械密封,其中动环弹簧座使用顶丝与风机主动轴固定。回装机械密封,应确认密封腔、冲洗管线内部清扫干净、密封及垫片符合使用要求。将密封静环安装至压盖内,密封动环安装至风机轴上,调整动环位置使大气侧密封压缩量与介质侧压缩量在4~6 mm之间,顶丝顶紧固定动环。注意此项工作要在率先完成轴向定位,定位轴承固定好后进行安装,否则可能导致密封压缩量的偏差,甚至损伤密封。最后安装密封腔体,回装机封压盖。回装密封辅助冲洗系统。
2.7皮带安装注意事项
2.7.1水平方向调整
在风机和电机皮带轮端面上画好十字标记,将钢丝拉至风机皮带轮表面,与十字标记的一条线贴合,通过观察钢丝线与电机皮带轮端面的间隙偏差调整电机位置,使钢丝与皮带轮端面贴合。
2.7.2竖直方向调整
转动皮带轮90°,将钢丝拉至2个皮带轮表面与十字标记位置的一条线重合,检查钢丝与皮带轮端面是否贴合。调整电机位置同时调整皮带松紧度满足要求。最后复测调整后皮带轮符合对中要求,紧固电机地脚螺栓。
3常见故障及处理措施
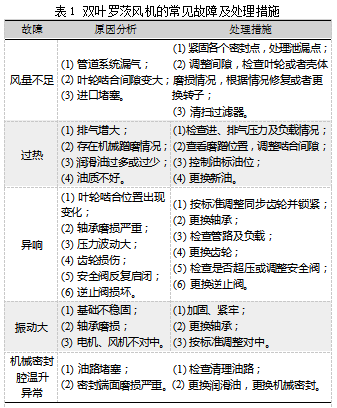
双叶罗茨风机的常见故障及处理措施如表1所示。
参考文献:
[1]贾晓刚.聚酯装置罗茨风机典型故障分析及维修处理[J].化工管理,2019(3):34-35.
[2]郁永章,姜培正,孙嗣莹.压缩机工程手册[M].北京:中国石化出版社,2012.
[3]工业和信息化部.化工机器安装工程施工及验收规范(通用规定):HG/T 20203—2017[S].北京:工业和信息化部,2017.
[4]李明.罗茨风机故障探析及处理[J].科技创新与应用,2013(30):55-55.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/guanlilunwen/81949.html