摘要:文章结合生产实际情况对泰乐菌素产量提升进行研究,探讨泰乐菌素发酵放罐十亿的优化工艺,使其最终达到发酵放罐总十亿提升的目的,从而提高提取收率及成品产量和产能。其结果表明,提升起步效价、增加放罐体积、缩短发酵周期、增加放罐批数,均对泰乐菌素发酵放罐总十亿提升有着至关重要的影响。
关键词:泰乐菌素,产量提升,发酵
0引言
泰乐菌素的抗菌谱与红霉素相似,对革兰阳性菌和一些革兰阴性菌、支原体、螺旋体等有抑制作用[1],敏感菌有金黄色葡萄球菌、链球菌肺炎双球菌、流感嗜血杆菌等[2],对支原体的作用强,是大环内酯类中对支原体作用最强的药物之一[3]。
泰乐菌素作为兽医领域的重要抗生素,凭借其独特的化学结构、广泛的抗菌谱以及对支原体的强大抑制力,在预防和治疗家禽家畜疾病、促进动物生长及提高饲料效率等方面发挥着重要作用。然而,其使用必须严格遵守相关法规和用药指南,需要密切关注药物残留问题,以保障动物健康、食品安全及消费者权益。随着兽医科学和监管技术的进步,对泰乐菌素的应用将更加科学、精准和可持续,助力全球畜牧业的健康发展。
研究泰乐菌素发酵放罐十亿的提升,首先应该从发酵起步效价提升、放罐体积增加、发酵周期缩短来综合优化提高产品产能。因此,本文以提升发酵十亿和提取收率为研究基础,对泰乐菌素产量进行优化研究,探讨起步效价、放罐体积、提取收率的综合影响因素。泰乐菌素的生产源于其生物发酵过程,主要通过培养弗氏链霉菌,并从其发酵液中提取、精制得到。现代生产工艺通常包括菌种筛选优化、发酵条件控制、产物提取、纯化、干燥及后续的盐型制备等步骤,确保最终产品的质量和产量满足市场需求。泰乐菌素产品在市场上主要有3种形态,即泰乐菌素碱、磷酸盐和酒石酸盐,不同剂型适用于不同的给药方式和动物种类[4]。
1设备与仪器
1.1设备
孢子罐125 L,一级罐2.5 m3,二级罐15 m3,发酵罐50 m3。
1.2仪器
显微镜,宁波永新光学股份有限公司,NE620;酸度计,上海仪电科学仪器股份有限公司;雷磁PHSJ-3F型实验室pH计;离心机,湖南湘仪实验室仪器开发有限公司,TDZ5-WS。
2材料与方法
2.1实验材料
泰乐菌素菌种由黑龙江联顺生物科技有限公司提供。
2.2实验方法
泰乐菌素效价采用高效液相色谱法(HPLC)检测。
2.3数据处理
实验数据均用Microsoft Excel 2010进行数据处理分析。
3结果与讨论
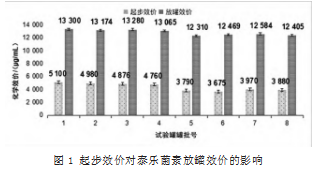
3.1发酵罐起步效价对放罐总十亿的影响
发酵单位在一般情况下用于表示发酵水平的高低,发酵单位与发酵液体积的乘积称为发酵总亿单位,发酵总亿单位代表批发酵产量,因此在相同的发酵周期下,发酵总亿单位越高,在单位产量上投入的固定成本就越小,经济效益也就越高[5]。
在实际的生产过程中,提高发酵单位成为一种重要的技术手段和经济策略,涉及到对发酵过程的精细化管理,包括但不限于优化发酵菌株的选择、控制发酵条件(如温度、pH值、溶氧量、营养物质配比等)、研发和采用更为高效的发酵工艺。
另外,通过微生物群落工程技术改善发酵过程中的微生物组成及代谢耦合关系,或者利用基因编辑技术提升菌株的代谢效能,都可以显著提高单位体积内的产出率,进而提升经济效益。发酵起步效价的提高也可以明显缩短整个发酵周期,从而增加最终成品产量。总而言之,发酵单位作为衡量发酵过程经济效益的关键参数之一,其提升不仅体现了科技进步和工业水平提高,更是实现绿色可持续制造、推动产业升级的关键环节。
起步效价的高低直接影响放罐时的效价,一般在发酵45~55 h进行检测。排除染菌因素后,泰乐菌素在发酵50周期检测起步效价时,根据图1可知,起步效价随发酵放罐周期的增长而增长,基本成正比关系,分析得出起步批次平均效价越高,放罐批次平均效价就越高,故提高起步效价意味着菌种在发酵起步阶段可以快速达到对数生长期的状态,表明了此罐批有着更强的生长能力。因此,提高菌种的生产能力是从根本解决发酵放罐十亿的基础。
在实际的发酵生产过程中,发酵单位的确定对于优化生产工艺、提高设备利用率以及确保产品质量具有重要意义。发酵单位的提高通常意味着单位体积发酵液中所需菌体或代谢产物的生成速率增加,这直接反映了发酵过程的效率。
为了达到这一目标,可以通过选育高效表达目的产物的菌株、优化培养基组成和发酵条件、引入先进的发酵设备和技术等手段来提升发酵过程中的单位产量。同时,合理控制发酵过程中的温度、pH值、溶氧量以及营养物质供应等参数,也有助于显著改善发酵单位。而在经济层面,更高的发酵总亿单位意味着更少的原材料投入和固定成本支出,能够产出更多的合格产品,从而降低生产成本,提高经济效益。因此,企业在制定发酵生产工艺时,力求在保证产品质量的前提下,提高发酵单位的数值,实现经济效益的最大化[6]。
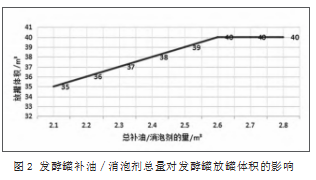
3.2发酵罐放罐体积对放罐总十亿的影响
一般发酵罐的装料量大约是发酵罐容积的60%~80%左右,这一范围能够确保物料在发酵过程中有良好的混合效果,同时也能保证菌体有足够的生长空间和营养物质供给。但是由于菌丝次级代谢作用会产生大量二氧化碳,导致液面上层表面泡沫不断增多,使放料体积减少,很难达到理想水平。因此适当的补入油或消泡剂可以减少泡沫、增大放罐体积。如图2所示,随着补油/消泡剂的添加量增加,放罐体积随之增加,但超过2.5 m3时,放罐体积不再增加,不仅浪费消泡成本,而且脂肪累积影响最终组分和效价。
在实际发酵过程中,发酵罐内的装料量会根据具体的发酵类型、菌种特性、营养需求以及工艺要求进行科学合理的设置。当发酵过程进行到中期或后期时,由于微生物菌丝的生理代谢活动旺盛,尤其是次级代谢产物的大量分泌,使得发酵液中的二氧化碳浓度急剧上升,会在液面上形成丰富的泡沫层,不仅影响了发酵过程的传质传热效率,还可能造成有用物质的流失,甚至有可能引发泡沫溢出,导致生产环境污染和资源浪费。
目前提高放罐体积一般采用连续发酵工艺或半连续发酵工艺,但通过研究表明,特大型发酵罐采用半连续发酵工艺优于连续发酵工艺[7]。
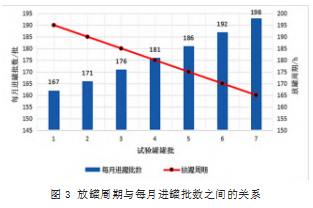
3.3放罐批次对发酵放罐总十亿的影响
发酵放罐总十亿=(放罐效价×放罐体积)/1 000×放罐批数。工业化生产以最大限度地提高产能、降低成本为终极目标,缩短发酵周期、增加放罐批次,进而提高大容积发酵罐使用效率是提高发酵产能的途径之一[8]。
在设计阶段,优化罐体结构,增强传质传热性能,确保罐内混合均匀,避免死角和滞留区,从而减少物料在发酵过程中的损失,提高单位体积内的产出率。在工艺控制方面,严格遵循标准化操作流程,精确控制发酵过程中的温度、pH值、溶氧量以及搅拌速度等关键参数,这些因素对微生物生长和代谢活动有着直接影响。同时,根据不同菌种特性和发酵阶段,灵活调整工艺条件,如诱导期、表达期等,确保最大限度发挥出发酵罐的生产潜能。强化在线检测与自动化控制也是提高效率的重要手段,采用先进的传感器和自动控制系统,实时监测并智能调控发酵过程的各项指标,不仅能及时发现并解决问题,还能有效防止因人为误差导致的工艺波动,从而保持稳定、高效的生产状态。
因此在效价、组分均达到放罐标准时,尽可能缩短放罐周期,使得放罐总十亿达到最大理想值。为了实现这一目标,工业化生产过程中可能采用自动化和智能化技术,对发酵过程进行精准控制和优化。例如,通过引入先进的传感器和监测系统,实时监测发酵液的pH值、溶氧量、温度等关键参数,确保发酵条件始终保持在最佳状态,从而提升微生物的生长速度和代谢效率。同时,利用计算机控制系统对发酵过程进行智能化管理,根据实时数据自动调整工艺参数,实现动态优化控制,进一步缩短发酵周期。放罐周期与每月进罐批数之间的关系如图3所示。
另外,优化设备设计和生产工艺也是提高发酵产能的重要手段。通过改进发酵罐的结构和功能,增强其传质传热性能,提高单位体积内的产出率。同时,采用连续发酵、固定化细胞发酵等新型发酵方式,打破传统批次发酵的限制,实现连续化生产,从而提高设备利用率和整体产能。
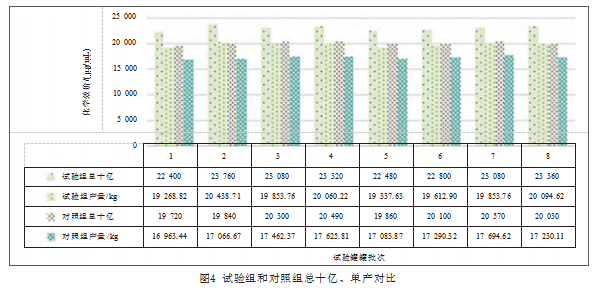
3.4泰乐菌素发酵放罐总十亿影响验证
本试验组月度8批次放罐总十亿与单罐产量如图4所示。
由图4可知,试验组8批次平均总十亿为23 035,平均产量为19 815.05 kg,对照组平均总十亿为20 114,平均产量为17 302.15 kg。试验组平均总产量较对照组高2 512.9十亿,提高了14%,为泰乐菌素产量提升提供了有力的数据支持。
发酵放罐十亿的增加对泰乐菌素提炼工序的产品纯度和收率有决定性影响,直接影响泰乐菌素成品产量。菌种在单位时间内合成目标产物和生产效率,降低了生产成本,提高了原料和各能源的利用率,符合我国可持续发展的目标要求,产品产量与质量的提升更为企业产品核心竞争力的提升提供了有力保障。
4结语
为进一步提高泰乐菌素生产水平,在不影响放罐指标的前提下,更大幅度地增大放罐体积、提高放罐总十亿均是以生产实际为抓手最终达到最大产能的目标而不断探索的新领域,从多维度、多角度不断反复进行试验,以其产能优势不断扩大市场占有率、提高市场竞争力为主导,最大限度提高生产效率与产能。
同时,通过引入先进的生物工程技术,对泰乐菌素生产菌株进行基因改造和代谢工程调控,旨在增强其在大规模工业化生产过程中的应激适应能力,解决在高密度发酵条件下可能出现的溶氧低、传质不均、代谢异常等问题,从而进一步提高单位体积内的产出率。这一系列的研究工作包括但不限于:优化发酵培养基组分,精确调控碳源、氮源以及其他生长因子的配比,模拟最适宜菌种生长和产物合成的环境条件;引入连续发酵或固态发酵等新型发酵方式,以期改变传统批次发酵的限制,实现连续化生产;运用自动化和智能化技术,对发酵过程的各项参数进行实时监控和精准调控,构成一个高度集成的智能化生物制造系统,最大限度地减少人为误差,确保生产过程的高度一致性和稳定性。为了提高泰乐菌素的生产水平并降低能源消耗与经济成本,可以从多个方面进行优化,补料工艺和菌种优化是其中的两个重要手段。
除了补料工艺和菌种优化,还可以从设备、工艺、管理等多个方面入手,提高泰乐菌素的生产效率。例如,优化发酵设备的结构和操作参数,提高设备的运行效率;改进发酵工艺,提高发酵过程的稳定性和可控性;加强生产管理,提高员工的操作技能和素质,减少生产过程中的浪费和损失。
最终,通过综合应用各种技术手段和管理措施可以最大限度地提高泰乐菌素的生产效率和产能,降低能源消耗和经济成本,提高市场竞争力,扩大市场占有率,为企业提高核心竞争力提升提供有力保障。
参考文献:
[1]本刊编辑部.抗生素的安全使用[J].中国兽药杂志,2010,44(6):57-60.
[2]宋羽,李翠兵,汪燕,等.紫菊感冒胶囊体外抗菌作用的实验研究[J].时珍国医国药,2011,22(11):2805-2806.
[3]邱银生.猪场临床兽医常用药物使用技巧[C]//华中农业大学,武汉科前动物生物制品有限责任公司.第14届全国规模化猪场主要疫病监控与净化专题研讨会论文集.武汉:第14届全国规模化猪场主要疫病监控与净化专题研讨会,2013.
[4]张博.生物强化泰乐菌素菌渣堆肥及菌渣肥对土壤性质影响研究[D].哈尔滨:哈尔滨工业大学,2020.
[5]李杰,鲍建芝,陈尧.关于发酵液发酵单位(效价)的检测方法[J].河北省科学院学报,2005,22(1):52.
[6]杨家师.浅析粮食加工工艺变革对节粮减损效益的影响[J].现代食品,2023,29(18):71-73.
[7]刘晓峰,李莉.对大罐连续发酵和半连续发酵的认识[J].山西食品工业,2003,4(12):36-37.
[8]程曦,刘丽虹,刘进峰,等.半连续发酵对提高阿维菌素放罐体积的影响[J].化学与生物工程,2021,38(1):60-64.
文章出自SCI论文网转载请注明出处:https://www.lunwensci.com/guanlilunwen/80603.html